

Mi teszi lehetővé, hogy két különálló fémalkatrész egyetlen, hihetetlenül erős és folyamatos egységgé váljon, méghozzá hegesztőanyag hozzáadása nélkül? Ez a tompahegesztés, vagy pontosabban a tompahegesztéses vonalhegesztés, amely a fémfeldolgozás egyik leglenyűgözőbb és leggyakrabban alkalmazott technológiája. Gondoljunk csak a vasúti sínekre, amelyek több kilométer hosszan futnak végig az országon, szinte észrevehetetlen illesztésekkel – ezek mögött sok esetben éppen ez az eljárás áll. De hogyan működik pontosan ez a folyamat, amely képes olyan erős kötések létrehozására, amelyek gyakran erősebbek, mint maga az alapanyag?
A tompavarratos vonalhegesztés alapjai: mi ez és hogyan működik elvben?
A tompahegesztéses vonalhegesztés (angolul gyakran „flash butt welding”-ként említik) az ellenálláshegesztési eljárások egy speciális típusa. Lényege, hogy két fém munkadarabot, általában azonos keresztmetszettel, egymással szemben, erőteljesen összenyomva, nagy áramerősség hatására olvasztanak össze. A „vonalhegesztés” kifejezés arra utal, hogy gyakran hosszú, folyamatos varratok létrehozására használják, például huzalok, rudak, csövek vagy sínek esetében. A folyamat során a fémek érintkezési pontjain keletkező ellenálláshő olvasztja meg az anyagot, majd az ezt követő mechanikus nyomás (zömítés) hozza létre a szilárd, kohéziós kötést.
Ez az eljárás a precíziós mérnöki munka és a fizika alapelveinek zseniális kombinációja. Nem csupán egyszerűen két felületet ragaszt össze; a fémek atomi szinten egyesülnek, létrehozva egy olyan szerkezetet, amely szinte megkülönböztethetetlen az eredeti alapanyagtól. A varrat minősége, szilárdsága és homogenitása miatt a tompahegesztés kiemelkedő szerepet játszik számos iparágban, ahol a megbízhatóság és a tartósság kritikus fontosságú.
„A tompavarratos vonalhegesztés nem csupán egy technológia; a fémek közötti szinergia megtestesítője, ahol az elektromos áram és a mechanikai erő együttesen hoz létre egy új, erősebb egységet.”
Az ellenálláshegesztés családjában: hol helyezkedik el a tompavarratos eljárás?
Az ellenálláshegesztési eljárások széles skáláján belül a tompahegesztés egy különleges helyet foglal el. Az ellenálláshegesztés alapelve az, hogy a fémek saját elektromos ellenállását használják fel hőtermelésre, amikor nagy áramerősséget vezetnek át rajtuk. A „Joule-hő” (H = I²Rt) elve alapján a legnagyobb hő a legnagyobb ellenállású pontokon keletkezik, ami általában a munkadarabok érintkezési felülete. Ez a hőenergia elegendő a fémek megolvasztásához vagy plasztikus állapotba hozásához.
Más ellenálláshegesztési formákkal, mint például a ponthegesztés vagy a görgős hegesztés (varrathegesztés), szemben a tompahegesztés jellemzően teljes keresztmetszetű, folytonos varratokat hoz létre. Míg a ponthegesztés kis, lokalizált pontokon egyesíti a lemezeket, addig a tompahegesztés a teljes érintkezési felületen biztosítja a kötést. Ez teszi alkalmassá hosszú profilok, rudak és sínek összekapcsolására, ahol a folyamatos anyagfolytonosság alapvető. A technológia ereje abban rejlik, hogy képes minimalizálni a hőhatásövezet (HAZ) méretét, ami hozzájárul a varrat kiváló mechanikai tulajdonságaihoz.
A technológia részletes működése: lépésről lépésre a tökéletes varratig
A tompahegesztéses vonalhegesztés egy gondosan ellenőrzött, többlépcsős folyamat, amelynek minden fázisa kulcsfontosságú a varrat minősége szempontjából. Nézzük meg részletesebben a lépéseket:
Az előkészítés fontossága
Mielőtt maga a hegesztés megkezdődne, a munkadarabok megfelelő előkészítése elengedhetetlen. Ez magában foglalja a felületek tisztítását, rozsda, olaj, zsír és egyéb szennyeződések eltávolítását. Bár a villogtatási fázis során egy része a felületi oxidoknak és szennyeződéseknek „kiég”, a kezdeti tisztaság nagymértékben hozzájárul a stabil ív kialakulásához és a varrat minőségéhez. A munkadarabok végeinek pontos vágása és illesztése is kritikus, hogy minimalizáljuk a hézagokat és biztosítsuk az egyenletes árameloszlást.
A munkadarabok befogása és összeillesztése
A hegesztési folyamat első aktív lépése a munkadarabok precíz befogása a hegesztőgépben. Két robusztus befogó pofa (elektróda) rögzíti a fémeket, biztosítva azok stabil pozícióját és az elektromos kontaktust. Az egyik befogó pofa általában fix, míg a másik mozgatható. A munkadarabok végei kezdetben kis távolságra vannak egymástól, de pontosan egy vonalba vannak hozva. Ez a beállítás alapvető a homogén varrat eléréséhez.
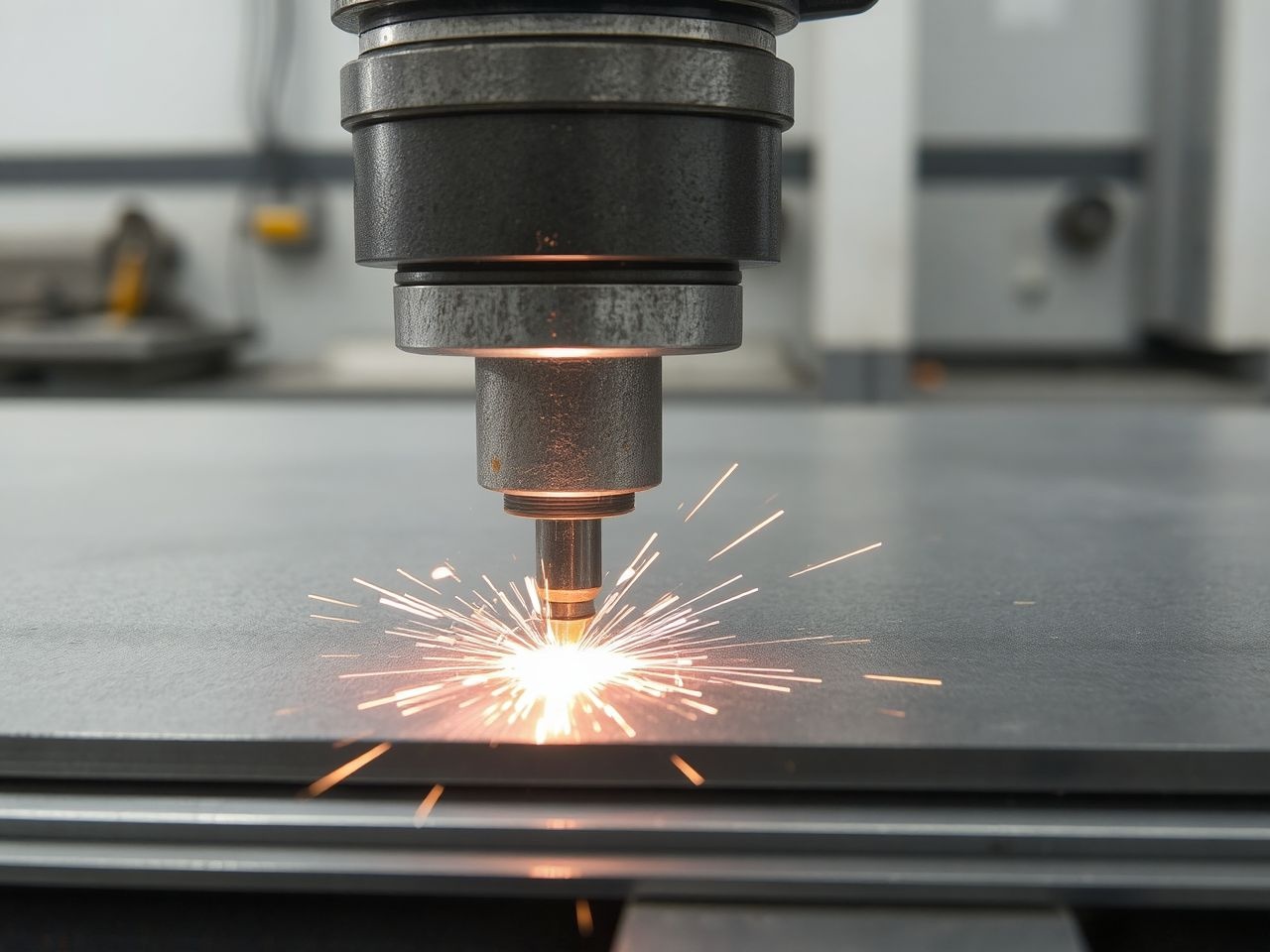
A „villogtatás” fázisa (flashing)
Ez a fázis adja a technológia „flash” előtagját. Miután a munkadarabok a helyükre kerültek, nagy áramerősséget kapcsolnak rájuk. A két fémfelület közötti kis résben az áram átugrik, ívet képezve. Ez az ív rendkívül magas hőmérsékletet generál, amely gyorsan megolvasztja a fémvégek felületét. Ahogy az anyag olvad, kis fröccsenések és szikrák (a „villogás”) formájában távozik. A mozgatható pofa lassan, de folyamatosan közelíti a két munkadarabot egymáshoz, fenntartva az ívet és a folyamatos anyageltávolítást. Ez a „villogtatás” nemcsak az anyagot olvasztja meg, hanem eltávolítja a felületi oxidokat és szennyeződéseket is, előkészítve a tiszta fémfelületeket a kötéshez.
A zömítés (upsetting) és a varrat kialakulása
Amikor a villogtatási fázis eléri a megfelelő pontot, azaz elegendő tiszta, plasztikus anyag halmozódott fel a felületeken, hirtelen és nagy erejű nyomóerőt alkalmaznak. Ez a „zömítés” vagy „kovácsolás” fázis. A mozgatható pofa nagy sebességgel és erővel nyomja össze a két munkadarabot. A plasztikus, félig olvadt fémek egyesülnek, és a nyomás hatására a megolvadt anyag, valamint a maradék szennyeződések és oxidok a varratzónából kifelé préselődnek. Ez a „flash” vagy sorja, amelyet a hegesztés után el kell távolítani. A zömítés során a fémek atomi szinten egyesülnek, kohéziós kötést hozva létre, amely gyakran erősebb, mint az eredeti alapanyag.
A hűtés és az utómunkálatok
A zömítés után a munkadarabokat hagyni kell lehűlni. A hűtés sebessége befolyásolhatja a varrat mikrostruktúráját és mechanikai tulajdonságait. Egyes esetekben ellenőrzött hűtésre vagy utólagos hőkezelésre is szükség lehet a feszültségek oldására vagy a kívánt anyagtulajdonságok elérésére. Végül, a hegesztés utáni legfontosabb utómunkálat a keletkezett sorja, azaz a kifelé préselt fémfelesleg mechanikus eltávolítása. Ez történhet csiszolással, gyalulással vagy speciális sorjázó gépekkel, hogy sima és esztétikus felületet kapjunk.
Kulcsfontosságú paraméterek és azok befolyása a varrat minőségére
A tompahegesztéses vonalhegesztés sikeressége számos paraméter pontos beállításától függ. Ezeknek a paramétereknek az optimális kombinációja biztosítja a kívánt varratminőséget, szilárdságot és élettartamot. Bármilyen apró eltérés jelentősen befolyásolhatja a végeredményt.
Az áramerősség és feszültség szerepe
Az elektromos áram a hőforrás. A hegesztési áramerősség szabályozza a villogtatási fázis során keletkező hő mennyiségét és sebességét. Túl alacsony áram esetén nem képződik elegendő hő a fém megolvasztásához és az oxidok eltávolításához. Túl magas áram viszont túlzott anyagfröccsenéshez, instabil ívhez és potenciális anyaghibákhoz vezethet. A feszültség általában alacsony (néhány volttól tíz voltig), de az áramerősség rendkívül magas (több ezer, sőt tízezer amper is lehet). A feszültség szabályozása befolyásolja az ív stabilitását és a hőeloszlást.
A nyomóerő (zömítőerő) hatása
A mechanikai nyomás, különösen a zömítés során alkalmazott nyomóerő, kulcsfontosságú a szilárd kötés kialakulásához. Ez az erő préseli ki a megolvadt anyagot és a szennyeződéseket a varratzónából, és biztosítja a tiszta fémfelületek kohéziós egyesülését. A zömítés erejének és sebességének pontos beállítása alapvető. Ha túl alacsony az erő, nem távozik el minden szennyeződés, ami zárványokhoz és gyenge varrathoz vezet. Túl nagy erő esetén viszont az anyag túlzottan deformálódhat, vagy akár repedések is keletkezhetnek.
Az időzítés precizitása: villogtatási és zömítési idő
Az időzítés a tompahegesztés egyik legkritikusabb eleme. A villogtatási idő határozza meg, mennyi ideig történik az anyag olvadása és az oxidok eltávolítása. Ha túl rövid, nem tisztul meg eléggé a felület; ha túl hosszú, feleslegesen sok anyag ég el, és a hőhatásövezet is megnő. A zömítési idő, vagyis az az időtartam, ameddig a nyomóerőt alkalmazzák, szintén létfontosságú. Ennek elegendőnek kell lennie a teljes anyagegyesüléshez és a felesleges anyag kiszorításához. A modern gépekben ezeket az időket mikroszekundum pontossággal szabályozzák.
Az anyagjellemzők és a hővezetés
A hegesztendő anyagok fizikai tulajdonságai, mint például az elektromos ellenállás, a hővezető képesség, az olvadáspont és a plasztikus tartomány, alapvetően befolyásolják a hegesztési paraméterek beállítását. Magasabb elektromos ellenállású anyagok kevesebb áramot igényelnek a hőtermeléshez. A jó hővezető képességű anyagok (pl. réz) gyorsan elvezetik a hőt, ezért nagyobb áramerősségre és/vagy hosszabb hegesztési időre lehet szükség. Az anyagspecifikus paraméterek pontos ismerete elengedhetetlen a hegesztési ciklus optimalizálásához és a tökéletes varrat eléréséhez.
A tompavarratos vonalhegesztés gépparkja: a technológia eszközei
A tompahegesztéses vonalhegesztés hatékony és megbízható kivitelezéséhez speciális, robusztus és precíz gépekre van szükség. Ezek a gépek komplex rendszerek, amelyek a mechanikai erő, az elektromos energia és a fejlett vezérlés kombinációját alkalmazzák.
A hegesztőtranszformátorok
A hegesztőtranszformátor a gép szíve, amely a hálózati feszültséget (általában 400V vagy magasabb) alacsony feszültségű, de rendkívül nagy áramerősségű (több ezer, akár százezer amper) árammá alakítja. Ezek a transzformátorok speciálisan tervezettek, hogy rövid időre hatalmas teljesítményt tudjanak leadni. A modern gépek gyakran középfrekvenciás vagy inverteres technológiát használnak, amelyek hatékonyabb energiaátvitelt és pontosabb áramszabályozást tesznek lehetővé, minimalizálva az energiaveszteséget és javítva a varratminőséget.
A befogó és mozgató mechanizmusok
A befogó pofák feladata a munkadarabok stabil és pontos rögzítése. Ezeknek rendkívül erőseknek és kopásállóknak kell lenniük, hogy ellenálljanak a nagy nyomóerőknek és az elektromos áramnak. A pofák anyaga általában rézötvözet, amely jó elektromos vezetőképességgel és mechanikai szilárdsággal rendelkezik. A mozgató mechanizmus felelős a munkadarabok pontos pozicionálásáért, a villogtatási fázis alatti lassú közelítésért és a zömítési fázis alatti gyors, erőteljes összenyomásért. Ez általában hidraulikus vagy pneumatikus rendszerekkel valósul meg, amelyek nagy erőt és precíz mozgást biztosítanak.
A vezérlőrendszerek és az automatizálás
A modern tompahegesztő gépek rendkívül fejlett vezérlőrendszerekkel vannak felszerelve. Ezek a rendszerek felügyelik és szabályozzák az összes kulcsfontosságú paramétert: az áramerősséget, a feszültséget, a villogtatási sebességet, a zömítési erőt és az időzítést. A programozható logikai vezérlők (PLC) és a számítógépes interfészek lehetővé teszik a hegesztési ciklusok pontos beállítását, ismételhetőségét és optimalizálását különböző anyagokhoz és munkadarabokhoz. Az automatizálás jelentősen növeli a termelékenységet, csökkenti az emberi hibalehetőségeket és biztosítja a konzisztens varratminőséget.
Elektródák és azok anyaga
Bár a tompahegesztés során nincs szükség fogyóelektródára a varrat kitöltéséhez, a befogó pofák lényegében elektródaként funkcionálnak, amelyek az áramot vezetik a munkadarabokba. Ezeknek az elektródáknak kiváló elektromos vezetőképességgel és hőállósággal kell rendelkezniük. Gyakran réz-króm-cirkónium ötvözeteket használnak, amelyek a réz jó vezetőképességét ötvözik a króm és cirkónium által biztosított nagyobb szilárdsággal és kopásállósággal. Az elektródák megfelelő karbantartása és tisztán tartása alapvető a stabil áramátvitel és a varrat minőségének fenntartásához.
Milyen anyagok hegeszthetők tompavarratos eljárással?
A tompahegesztéses vonalhegesztés rendkívül sokoldalú technológia, amely számos fémet és ötvözetet képes hatékonyan egyesíteni. Azonban az anyagok tulajdonságai befolyásolják a hegesztési paraméterek beállítását és a folyamat sikerességét.
Acélok és ötvözeteik
Az acélok, különösen az ötvözetlen és alacsonyan ötvözött acélok, ideálisak a tompahegesztésre. Ezek az anyagok viszonylag magas elektromos ellenállással és jól definiált plasztikus tartománnyal rendelkeznek, ami megkönnyíti a hőtermelést és a zömítést. Gyakran hegesztenek így szerkezeti acélokat, szerszámacélokat és rozsdamentes acélokat. A széntartalom növekedésével a hegeszthetőség csökkenhet a ridegedés kockázata miatt, ezért magasabb széntartalmú acélok esetén előmelegítésre vagy utólagos hőkezelésre lehet szükség a varrat minőségének biztosításához.
Színesfémek hegesztése: kihívások és megoldások
A színesfémek, mint például a réz, az alumínium és ötvözeteik, hegesztése nagyobb kihívást jelenthet a tompahegesztés során. A réz kiváló hő- és elektromos vezető, ami azt jelenti, hogy sokkal nagyobb áramerősségre van szükség a megfelelő hőmérséklet eléréséhez. Az alumíniumnak alacsony az olvadáspontja és gyorsan oxidálódik, ami megköveteli a gyors villogtatást és a precíz paraméter-szabályozást. Ezeknél az anyagoknál különösen fontos a felületek alapos tisztítása és a hegesztési paraméterek pontos beállítása, hogy elkerüljük a varratban lévő oxidzárványokat és a túlzott fröccsenést.
Különböző fémek hegesztése (dissimilar metals)
A tompahegesztés lehetővé teszi különböző fémek, például réz és alumínium, vagy acél és réz hegesztését is. Ez rendkívül értékes lehet az elektromos iparban vagy olyan alkalmazásoknál, ahol különböző tulajdonságú anyagok kombinációjára van szükség. Azonban a különböző fémek eltérő olvadáspontja, hővezető képessége és elektromos ellenállása miatt a folyamat bonyolultabb. Különleges paraméter-beállításokra, hőmérséklet-profilokra és néha köztes anyagok (interlayerek) használatára lehet szükség a sikeres és erős kötés eléréséhez, elkerülve az intermetallikus vegyületek képződését, amelyek rideggé tehetik a varratot.
Alkalmazási területek: hol találkozhatunk a tompavarratos vonalhegesztéssel?
A tompahegesztéses vonalhegesztés robusztussága, hatékonysága és a kiváló varratminőség miatt számos iparágban nélkülözhetetlen technológiává vált. Alkalmazási területei rendkívül szerteágazóak, a nehézipartól a precíziós gyártásig.
Vasúti sínek folyamatos hegesztése
Talán a legismertebb és leglátványosabb alkalmazási területe a vasúti sínek hegesztése. A hosszú, folyamatos sínszálak jelentősen javítják a vasúti pályák stabilitását, csökkentik a karbantartási igényt és kényelmesebb utazást biztosítanak. A tompahegesztés lehetővé teszi a sínszálak „helyszíni” hegesztését, ahol hatalmas, mobil hegesztőgépek kapcsolják össze a sínvégeket, létrehozva több kilométer hosszú, összefüggő pályákat. Ez az eljárás garantálja a sínek közötti átmenet mechanikai szilárdságát és tartósságát, ami létfontosságú a nagy sebességű vonatok biztonságos közlekedéséhez.
Csővezetékek és profilok gyártása
A csőgyártásban a tompahegesztéses vonalhegesztést gyakran használják spirálvarratos vagy hosszirányú hegesztéshez, ahol folyamatosan illesztik össze a fémlemezek széleit, hogy csöveket hozzanak létre. Ez a módszer biztosítja a csővezetékek integritását és nyomásállóságát, ami alapvető az olaj- és gázvezetékek, valamint a vízszállító rendszerek esetében. Emellett a különböző fémprofilok, mint például I-gerendák vagy T-profilok, gyártásánál is alkalmazzák, ahol a nagy szilárdságú és esztétikus varratok elengedhetetlenek.
Huzalok és rudak hegesztése
A huzalgyártásban és a rudak előállításában a tompahegesztés kulcsfontosságú szerepet játszik a folyamatos gyártási lánc fenntartásában. Amikor egy huzaltekercs elfogy, az új tekercs végét az előzőhöz hegesztik, így megszakítás nélkül folytatható a húzás, vagy egyéb megmunkálás. Ez maximalizálja a termelékenységet és minimalizálja az anyagveszteséget. A hegesztett kötésnek itt is rendkívül erősnek és rugalmasnak kell lennie, hogy ellenálljon a további megmunkálási folyamatoknak.
Autóipar és egyéb nagyszériás gyártás
Az autóiparban a tompahegesztést többek között keréktárcsák, kardántengelyek, lengéscsillapító alkatrészek és egyéb szerkezeti elemek gyártásánál alkalmazzák. A technológia nagyfokú automatizálhatósága és a gyors ciklusidők miatt ideális a nagyszériás gyártáshoz. Ezen kívül számos más iparágban is megtalálható, ahol erős, megbízható és homogén fémkötésekre van szükség, például mezőgazdasági gépek, építőipari berendezések, vagy akár háztartási gépek gyártásánál.
Láncok és gyűrűk
A láncok gyártásában, legyen szó ipari láncokról vagy akár díszítő elemekről, a tompahegesztés lehetővé teszi a láncszemek gyors és megbízható összeillesztését. A kör alakú vagy ovális láncszemek végeit hegesztik össze, biztosítva a lánc teherbírását és integritását. Hasonlóképpen, különböző méretű gyűrűk, például keretek vagy merevítőgyűrűk gyártásánál is alkalmazzák ezt az eljárást, ahol a folyamatos és homogén varrat esztétikailag és funkcionálisan is fontos.
A tompavarratos hegesztés előnyei: miért választják ezt az eljárást?
A tompahegesztéses vonalhegesztés népszerűsége nem véletlen. Számos olyan előnnyel rendelkezik, amelyek kiemelik más hegesztési eljárások közül, különösen bizonyos alkalmazási területeken.
Kiváló mechanikai tulajdonságok
A legfőbb előnyök egyike a hegesztett varrat kiváló mechanikai tulajdonságai. A zömítéses fázis során a megolvadt fémek kohéziósan egyesülnek, és a szennyeződések kiszorulnak a varratból. Ennek eredményeként egy olyan kötés jön létre, amely gyakran erősebb, mint maga az alapanyag, és kiválóan ellenáll a húzó-, hajlító- és fárasztó igénybevételeknek. A minimális hőhatásövezet (HAZ) is hozzájárul ahhoz, hogy az alapanyag tulajdonságai a varrat közelében is megmaradjanak.
Anyagtakarékosság és tisztaság
A tompahegesztés során nincs szükség hozaganyagra, ami jelentős anyagtakarékosságot eredményez. Ezenkívül a villogtatási fázis során az oxidok és szennyeződések „kiégnek” és eltávoznak a varratzónából, ami rendkívül tiszta varratot biztosít, minimális zárványokkal. Ez különösen fontos olyan iparágakban, ahol a tisztaság és a homogén anyagszerkezet kritikus, például az elektromos vezetékek vagy a precíziós alkatrészek gyártásánál.
Magas termelékenység és automatizálhatóság
A tompahegesztéses vonalhegesztés rendkívül gyors eljárás, a hegesztési ciklusok gyakran másodpercekben mérhetők. Ez a magas termelékenység ideálissá teszi a nagyszériás gyártáshoz. Ráadásul a folyamat könnyen automatizálható és integrálható a gyártósorokba, ami tovább növeli a hatékonyságot, csökkenti a munkaerőigényt és biztosítja a konzisztens minőséget.
Nincs szükség hozaganyagra
Mint említettük, ez az eljárás nem igényel hozaganyagot. Ez nemcsak költségmegtakarítást jelent, hanem leegyszerűsíti a hegesztési folyamatot, csökkenti a logisztikai igényeket, és kiküszöböli a hozaganyagból származó esetleges szennyeződések kockázatát. A hegesztett kötés anyaga így teljesen megegyezik az alapanyaggal, ami homogénabb szerkezetet eredményez.
Minimális hőhatásövezet
Más hegesztési eljárásokhoz képest a tompahegesztés rendkívül koncentrált hőbevitelt és gyors hűtést biztosít, ami minimális hőhatásövezet (HAZ) kialakulásához vezet. Ez azt jelenti, hogy az alapanyag mechanikai és metallurgiai tulajdonságai a varrat közvetlen közelében is nagyrészt érintetlenek maradnak, csökkentve az anyag ridegedésének vagy lágyulásának kockázatát.
Korlátok és kihívások: mikor nem ideális a tompavarratos hegesztés?
Bár a tompahegesztéses vonalhegesztés számos előnnyel jár, vannak bizonyos korlátai és kihívásai is, amelyek befolyásolhatják az alkalmazhatóságát. Fontos tisztában lenni ezekkel, mielőtt ezt az eljárást választanánk.
Magas beruházási költség
A tompahegesztő gépek, különösen a nagy teljesítményű, automatizált rendszerek, jelentős beruházási költséggel járnak. A robusztus mechanikai szerkezetek, a nagy teljesítményű transzformátorok és a fejlett vezérlőrendszerek mind hozzájárulnak a magas árhoz. Ezért az eljárás elsősorban olyan nagyszériás gyártások vagy speciális alkalmazások esetén gazdaságos, ahol a magas termelékenység és a varratminőség indokolja a kezdeti befektetést.
Geometriai megkötések
A tompahegesztés alapvetően tompahegesztési geometriákat igényel, azaz a munkadarabok végeinek pontosan illeszkedniük kell egymáshoz. Ez korlátozza az alkalmazható illesztési típusokat. Nem alkalmas például átlapolásos vagy T-hegesztésekhez. A munkadarabok keresztmetszetének általában hasonlónak vagy azonosnak kell lennie, bár bizonyos esetekben eltérő keresztmetszetű darabok hegesztése is lehetséges speciális előkészítéssel.
A felvillanó anyag eltávolítása
A villogtatási és zömítési fázis során keletkező „flash” vagy sorja, azaz a kifelé préselt olvadt fém és oxidok, a hegesztés után el kell távolítani. Ez további utómunkálatot és időt igényel, ami növelheti a gyártási költségeket. Bár léteznek automatizált sorjázó rendszerek, ez továbbra is egy extra lépés a gyártási folyamatban, és bizonyos alkalmazásoknál, ahol a felület simasága kritikus, különösen nagy precizitást igényel.
Nagy teljesítményigény
A tompahegesztő gépek rendkívül nagy elektromos teljesítményt igényelnek, különösen a villogtatási fázis során. Ez komoly terhelést jelenthet az elektromos hálózatra, és megfelelő infrastruktúrát igényel. A nagy áramfelvétel miatt a berendezések hűtése is fontos, hogy elkerüljük a túlmelegedést és biztosítsuk a stabil működést.
Különböző anyagok hegesztésének bonyolultsága
Bár lehetséges különböző fémek hegesztése, ez gyakran bonyolultabb, mint az azonos anyagok hegesztése. Az eltérő olvadáspontok, hővezető képességek és elektromos ellenállások miatt a paraméterek beállítása rendkívül érzékeny, és a varratban intermetallikus vegyületek keletkezhetnek, amelyek rideggé tehetik a kötést. Ez speciális szakértelmet és tesztelést igényel.
Minőségbiztosítás és varratvizsgálat: a tökéletes eredmény ellenőrzése
A tompahegesztéses vonalhegesztés során elengedhetetlen a szigorú minőségbiztosítás és a varratvizsgálat, különösen olyan kritikus alkalmazásoknál, mint a vasúti sínek vagy a csővezetékek. A hegesztett kötések integritásának és mechanikai tulajdonságainak ellenőrzése garantálja a termék megbízhatóságát és biztonságát.
Vizuális ellenőrzés
Az első és legegyszerűbb lépés a vizuális ellenőrzés. A hegesztés utáni sorjázást követően a varratfelületet ellenőrzik repedések, pórusok, beégések vagy egyéb felületi hibák szempontjából. A varrat alakjának, simaságának és a környező anyaggal való átmenetének is megfelelőnek kell lennie. Bár a vizuális ellenőrzés nem tárja fel a belső hibákat, alapvető szűrőként szolgál.
Roncsolásmentes vizsgálatok (NDT)
A belső hibák, mint például a zárványok, pórusok, repedések vagy nem teljes átolvadások, felderítésére roncsolásmentes vizsgálatokat (NDT) alkalmaznak. Ezek a módszerek lehetővé teszik a varrat integritásának ellenőrzését anélkül, hogy károsítanák a munkadarabot.
- Ultrahangos vizsgálat: Az ultrahangos hullámok behatolnak az anyagba, és a hibákról visszaverődve jeleznek. Rendkívül hatékony a belső repedések és zárványok felderítésében.
- Röntgen- vagy gamma-sugárzásos vizsgálat (radiográfia): A varraton áthaladó sugárzás elnyelődése alapján képet kapunk a belső szerkezetről. Ez a módszer alkalmas a pórusok, zárványok és egyéb sűrűségkülönbségek kimutatására.
- Mágneses részecskés vizsgálat (MT) vagy folyadékpenetrációs vizsgálat (PT): Ezek a módszerek elsősorban a felületi vagy felületközeli repedések kimutatására szolgálnak, és különösen hasznosak a sorjázás utáni finom hajszálrepedések azonosításában.
Roncsolásos vizsgálatok
Bizonyos esetekben, különösen a hegesztési paraméterek beállítása vagy új anyagok hegesztése során, roncsolásos vizsgálatokat is végeznek a varrat mechanikai tulajdonságainak pontos meghatározására.
- Szakítóvizsgálat: Meghatározza a varrat szakítószilárdságát és folyáshatárát.
- Hajlítóvizsgálat: Ellenőrzi a varrat képlékenységét és repedésállóságát.
- Ütővizsgálat (pl. Charpy): Méri az anyag ütésállóságát és ridegtörési hajlamát, különösen alacsony hőmérsékleten.
- Keménységmérés: Feltárja a varrat és a hőhatásövezet keménységbeli eltéréseit, ami utalhat a mikrostruktúra változásaira.
Metallográfiai elemzés
A metallográfiai elemzés magában foglalja a varrat és a hőhatásövezet mikroszkópos vizsgálatát. Egy metszet készítése és csiszolása után mikroszkóp alatt vizsgálják a szemcseszerkezetet, az esetleges zárványokat, repedéseket és fázisátalakulásokat. Ez a legmélyebb betekintést nyújtja a varrat belső minőségébe és segít optimalizálni a hegesztési paramétereket.
Biztonsági szempontok a tompavarratos hegesztés során
A tompahegesztéses vonalhegesztés, mint minden ipari folyamat, bizonyos biztonsági kockázatokkal jár. Ezek minimalizálásához szigorú biztonsági előírások betartása és megfelelő védőfelszerelések használata szükséges.
Elektromos veszélyek
A tompahegesztés során rendkívül nagy áramerősséggel dolgoznak, ami súlyos áramütés veszélyét hordozza magában. Fontos a megfelelő földelés, az elektromos rendszerek rendszeres ellenőrzése, a szigetelt vezetékek és a biztonsági reteszek használata. A kezelőknek speciális képzésben kell részesülniük az elektromos biztonságról, és soha nem szabad érintkezniük a feszültség alatt álló részekkel.
Füst és felvillanó anyag veszélyei
A villogtatási fázis során keletkező fémes füst és a felvillanó olvadt fémfröccsenések komoly veszélyt jelentenek. A füst tartalmazhat káros fémrészecskéket, amelyek belélegezve légúti problémákat okozhatnak. Ezért elengedhetetlen a megfelelő elszívó és szellőztető rendszerek alkalmazása. A fröccsenő olvadt fém égési sérüléseket okozhat, ezért védőszemüveg, arcvédő pajzs, lángálló ruházat és védőkesztyű viselése kötelező.
Mechanikai veszélyek
A tompahegesztő gépek nagy erejű mozgató mechanizmusokkal rendelkeznek, amelyek összenyomódásos vagy zúzódásos sérüléseket okozhatnak. A mozgó alkatrészek közelében dolgozóknak fokozott óvatossággal kell eljárniuk. A gépek megfelelő védőburkolatokkal és vészleállító gombokkal kell, hogy rendelkezzenek. A karbantartási munkákat csak kikapcsolt és áramtalanított gépen szabad végezni.
Zajvédelem
A nagy teljesítményű hegesztőgépek működése során jelentős zajszint keletkezhet. A hosszú távú zajártalom halláskárosodáshoz vezethet, ezért a kezelőknek és a közelben tartózkodóknak megfelelő hallásvédő eszközöket (füldugót vagy fülvédőt) kell viselniük. A zajforrások csökkentése, ha lehetséges, szintén hozzájárul a biztonságosabb munkakörnyezethez.
„A biztonság nem csupán egy szabály, hanem a felelős működés alapja. A tompavarratos hegesztés hatalmas ereje megköveteli a maximális óvatosságot és a legszigorúbb védelmi intézkedéseket.”
A tompavarratos vonalhegesztés története és jövőbeli irányai

A tompahegesztéses vonalhegesztés nem új keletű technológia; gyökerei a 19. század végére nyúlnak vissza, az elektromos ellenálláshegesztés feltalálásával egy időben. Elihu Thomson amerikai feltaláló az 1880-as években szabadalmaztatta az ellenálláshegesztés elvét, és azóta a technológia folyamatosan fejlődött és finomodott.
Történelmi fejlődés
Kezdetben a tompahegesztő gépek egyszerűbbek voltak, mechanikus vezérléssel és kevésbé precíz áramszabályozással. A 20. század elején és közepén, az iparosodás és a tömeggyártás elterjedésével, a technológia iránti igény nőtt. A vasúti sínek hegesztése az 1930-as évektől kezdett elterjedni, forradalmasítva a vasútépítést. A II. világháború idején a fémfeldolgozás iránti megnövekedett igény további fejlesztéseket sürgetett. A félvezető technológia és az elektronika fejlődésével a hegesztőgépek egyre precízebbé, megbízhatóbbá és automatizáltabbá váltak, lehetővé téve a szigorúbb minőségi követelmények teljesítését.
Jövőbeli irányok és innovációk
A tompahegesztéses vonalhegesztés jövője a további automatizálásban, az intelligens vezérlésben és az energiahatékonyság javításában rejlik. Az Ipar 4.0 és a digitális gyár koncepciója magával hozza a hegesztőgépek hálózati integrációját, ahol a valós idejű adatok elemzése és a gépi tanulás algoritmusai optimalizálhatják a hegesztési folyamatokat, előre jelezhetik a karbantartási igényeket és biztosíthatják a folyamatos minőségellenőrzést.
Az új anyagok és anyagkombinációk, mint például a könnyűfém ötvözetek vagy a kompozit anyagok fémekhez való illesztése, új kihívásokat és lehetőségeket is teremtenek. A kutatás és fejlesztés a paraméterek még pontosabb szabályozására, a hőhatásövezet további minimalizálására és a hegesztési folyamat még tisztábbá tételére irányul. Az energiahatékonyabb transzformátorok és a regeneratív fékrendszerek, amelyek visszatáplálják az energiát a hálózatba, szintén fontos irányt jelentenek a környezettudatosabb gyártás felé.
Összehasonlítás más hegesztési eljárásokkal
A tompahegesztéses vonalhegesztés előnyeinek és korlátainak jobb megértéséhez érdemes összehasonlítani más, gyakran alkalmazott hegesztési eljárásokkal. Minden technológiának megvan a maga optimális alkalmazási területe.
Tompahegesztés vs. ellenállás-ponthegesztés és görgős hegesztés
Az ellenállás-ponthegesztés és a görgős hegesztés (varrathegesztés) is az ellenálláshegesztés családjába tartozik. A ponthegesztés két lemezt egyesít kis, lokalizált pontokon, míg a görgős hegesztés átfedő lemezeken folyamatos varratot hoz létre görgős elektródák segítségével. A tompahegesztés ezzel szemben főként azonos keresztmetszetű munkadarabok „vég-véghez” illesztésére szolgál, ahol a teljes keresztmetszetben hoz létre kötést. Nincs átfedés, és az illesztés a fémek eredeti vastagságán belül marad. A pont- és görgős hegesztés elsősorban lemezek hegesztésére alkalmas, míg a tompahegesztés profilok, rudak, csövek és sínek esetében a leghatékonyabb.
Tompahegesztés vs. ívhegesztési eljárások (MIG/MAG, TIG)
Az ívhegesztési eljárások, mint a MIG/MAG (fogyóelektródás, védőgázas ívhegesztés) és a TIG (volfrámelektródás, védőgázas ívhegesztés), hozaganyagot és védőgázt használnak az ív és az olvadt fém védelmére. Ezek az eljárások rendkívül sokoldalúak, különböző varratgeometriákat és anyagvastagságokat képesek kezelni. A tompahegesztés fő előnye velük szemben, hogy nem igényel hozaganyagot és védőgázt, ami csökkenti a költségeket és a környezeti terhelést. Továbbá, a tompahegesztés általában kisebb hőhatásövezetet eredményez, és gyorsabb lehet nagyszériás, egyenes varratok esetén. Az ívhegesztés viszont rugalmasabb a bonyolultabb geometriák és a helyszíni javítások terén.
Tompahegesztés vs. súrlódáshegesztés
A súrlódáshegesztés (friction welding) egy másik szilárd fázisú hegesztési eljárás, amely nem olvasztja meg teljesen az anyagot, hanem a súrlódás által generált hőt használja a fémek plasztikus állapotba hozásához, majd nyomóerővel egyesíti őket. Hasonlóan a tompahegesztéshez, ez is kiváló minőségű, hozaganyag nélküli kötéseket hoz létre. A súrlódáshegesztés különösen alkalmas forgástestek, például tengelyek vagy rudak hegesztésére. A tompahegesztés előnye, hogy nem igényel forgó mozgást, így alkalmas sínek, huzalok és egyéb hosszú, lineáris profilok hegesztésére is, ahol a súrlódásos eljárás nem lenne alkalmazható.
Látható, hogy a tompahegesztéses vonalhegesztés egyedi előnyei miatt bizonyos alkalmazásokban felülmúlhatatlan. Ahol a sebesség, a konzisztens, nagy szilárdságú varratok és az anyagtakarékosság a fő szempont, ott ez a technológia az egyik legmegfelelőbb választás.







