
A Szelektív Lézeres Szinterezés (SLS) a modern additív gyártási technológiák egyik legmeghatározóbb és leginnovatívabb ága. Lényegében egy 3D nyomtatási eljárás, amely por alapú anyagokból, tipikusan poliamid porból, lézer segítségével épít fel háromdimenziós tárgyakat. A technológia képessége, hogy komplex geometriákat, nagy pontossággal és kiváló mechanikai tulajdonságokkal rendelkező alkatrészeket hozzon létre, forradalmasította a prototípusgyártást és a funkcionális alkatrészek előállítását számos iparágban.
Az SLS-t az 1980-as évek közepén fejlesztették ki a Texasi Egyetemen, Carl Deckard vezetésével. Azóta folyamatosan fejlődött, és mára az egyik legelterjedtebb és legmegbízhatóbb additív gyártási módszerré vált, különösen a nagy szilárdságú, tartós műanyag alkatrészek előállításában. A folyamat lényege, hogy egy nagy teljesítményű lézersugár szelektíven olvasztja össze a porrészecskéket rétegről rétegre, amíg a kívánt tárgy el nem készül.
Mi az SLS? A technológia alapjai
Az SLS, azaz a Szelektív Lézeres Szinterezés, egy olyan additív gyártási eljárás, amely során egy nagy teljesítményű lézer olvasztja össze a finom porrészecskéket, létrehozva egy szilárd, háromdimenziós tárgyat. A „szinterezés” kifejezés arra utal, hogy a porrészecskék nem teljesen olvadnak meg, hanem a hő hatására összeolvadnak, tömör, homogén anyagot képezve. Ez a folyamat rétegről rétegre történik, egy digitális 3D modell alapján.
A technológia a porágyas fúziós eljárások családjába tartozik, ami azt jelenti, hogy az alkatrész egy porral teli kamrában épül fel. Ez a porágy biztosítja a támasztást a nyomtatás során, így nincs szükség különálló támasztószerkezetekre, mint például az FDM (Fused Deposition Modeling) technológiánál. Ez az egyik legnagyobb előnye az SLS-nek, mivel lehetővé teszi rendkívül komplex, üreges vagy belső csatornákkal rendelkező geometriák egyszerű és hatékony előállítását.
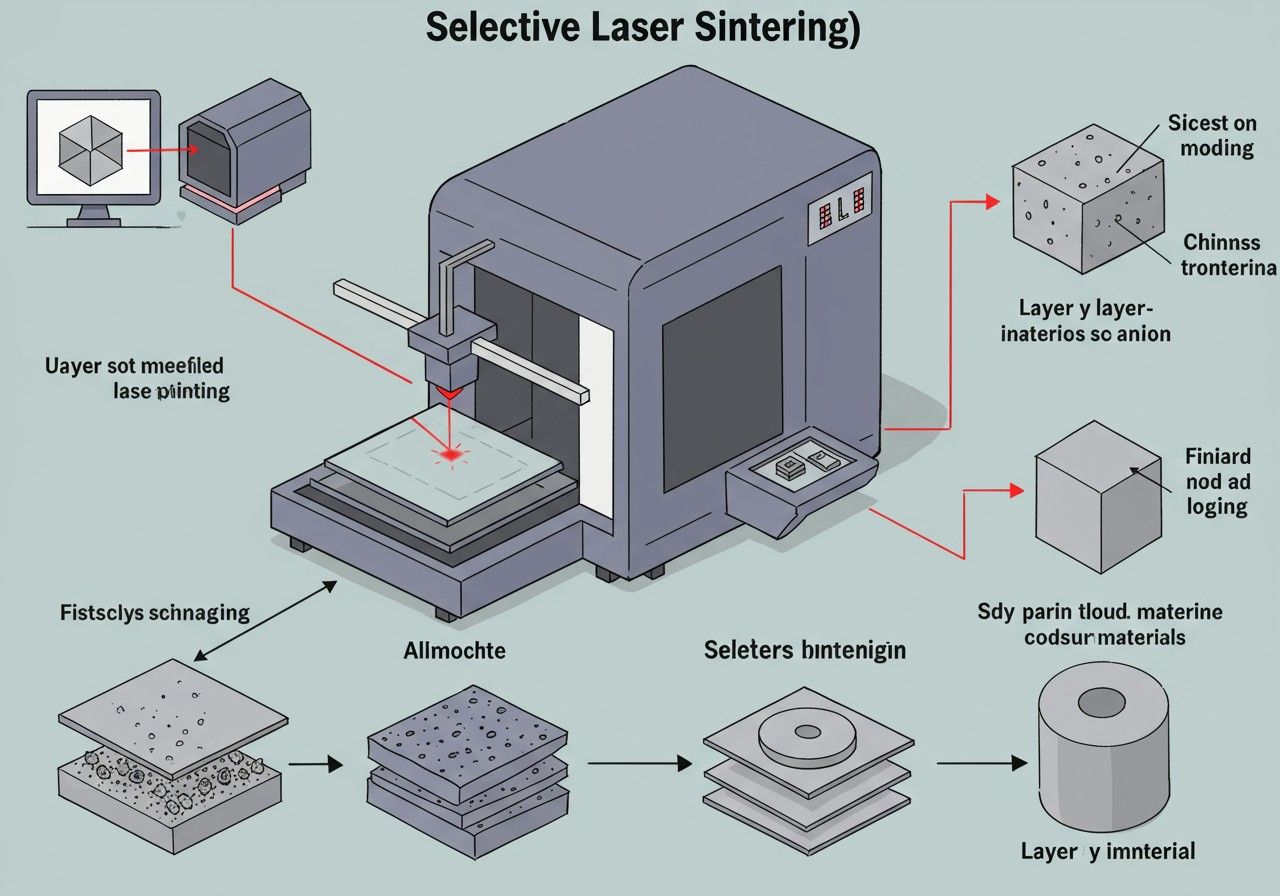
A folyamat kezdetén egy speciális henger vagy penge egy vékony réteg poranyagot terít el az építőplatformon. Ezt követően egy CO2 lézer beszkenneli a réteg keresztmetszetét, és a porrészecskéket a modellnek megfelelő helyeken szinterezi. Miután az adott réteg elkészült, az építőplatform egy előre meghatározott távolsággal lejjebb ereszkedik, és a henger újabb porréteget terít el. Ez a ciklus ismétlődik addig, amíg a teljes alkatrész fel nem épül.
A lézeres szinterezés során a poranyagot a olvadáspontja alá, de az üvegesedési hőmérséklete fölé fűtik. A lézersugár energiája emeli a hőmérsékletet a szinterezési pontra, ahol a részecskék felülete összeolvad, majd lehűlve szilárd kötést képez. Ez a precíz hőmérséklet-szabályozás elengedhetetlen a stabil, deformációmentes alkatrészek előállításához.
Az SLS technológia sokoldalúsága abban rejlik, hogy képes különböző típusú polimer porokkal dolgozni, mint például a poliamid 12 (PA12), poliamid 11 (PA11), vagy akár a rugalmas TPU (termoplasztikus poliuretán). Ezek az anyagok kiváló mechanikai tulajdonságokkal rendelkeznek, ami az SLS-t ideálissá teszi funkcionális prototípusok és végfelhasználói alkatrészek gyártására.
Az SLS folyamat részletes bemutatása lépésről lépésre
A Szelektív Lézeres Szinterezés egy gondosan ellenőrzött, többlépcsős folyamat, amely biztosítja a magas minőségű alkatrészek előállítását. Minden lépés kritikus a végeredmény szempontjából, a digitális tervezéstől az utófeldolgozásig.
Modell előkészítése és szeletelés
Minden SLS nyomtatás egy CAD (Computer-Aided Design) modell létrehozásával kezdődik. A tervező szoftverben elkészített 3D modell exportálásra kerül egy szabványos formátumba, leggyakrabban STL (Standard Tessellation Language) fájlba. Ez a fájl a tárgy geometriáját háromszögek hálójával írja le.
Az STL fájlt ezután egy speciális szoftver, az úgynevezett „szeletelő” (slicer) program dolgozza fel. Ez a szoftver virtuálisan vékony rétegekre szeleteli a 3D modellt, amelyek vastagsága jellemzően 0,08-0,15 mm között van az SLS esetében. A szeletelő szoftver generálja a lézer útvonalát az egyes rétegeken, és meghatározza az összes szükséges paramétert, mint például a lézer teljesítményét, sebességét és a rétegek közötti távolságot. Ezen a ponton történik az alkatrészek elhelyezése és orientálása az építőkamrában, figyelembe véve az anyagfelhasználást és a hűtési folyamatot.
A poranyag előkészítése és a build chamber fűtése
Az SLS gépek általában egy vagy több poradagoló tartállyal rendelkeznek, amelyekből a por az építőkamrába kerül. A poliamid por és más SLS anyagok finom szemcséjűek, és gondos kezelést igényelnek. Mielőtt az építési folyamat elkezdődne, az építőkamrát és a poranyagot is elő kell melegíteni egy meghatározott hőmérsékletre, amely jellemzően csak néhány fokkal van az anyag olvadáspontja alatt. Ez az előmelegítés kritikus, mivel minimalizálja a hőmérsékleti sokkot, amikor a lézer szinterezi a port, ezzel csökkentve a deformáció és a belső feszültségek kockázatát.
A rétegezés és lézeres szinterezés
Az előmelegítés után a gyártási folyamat megkezdődik. Egy adagoló tartályból egy henger vagy penge egy vékony, egyenletes réteg poranyagot terít el az építőplatformon. Ez a réteg általában 0,08-0,15 mm vastag.
Ezután egy nagy teljesítményű CO2 lézer, amelyet galvanométeres tükrök irányítanak, beszkenneli az adott réteg keresztmetszetét. A lézersugár energiája hatására a porrészecskék a modellnek megfelelő helyeken összeolvadnak, azaz szintereződnek. A környező, nem szinterezett poranyag érintetlen marad, és támasztószerkezetként funkcionál a nyomtatás alatt.
Miután az első réteg elkészült, az építőplatform egy rétegvastagságnyival lejjebb ereszkedik, és egy újabb porréteg kerül felterítésre. Ez a ciklus ismétlődik, rétegről rétegre, amíg a teljes tárgy fel nem épül. A folyamat során a kamra hőmérsékletét precízen szabályozzák, hogy fenntartsák az optimális szinterezési körülményeket.
Lehűlés és alkatrész kinyerése
Amikor a nyomtatási folyamat befejeződött, a gép lehűlési fázisba lép. Ez a fázis kulcsfontosságú, és gyakran több órát, akár 12-24 órát is igénybe vehet, attól függően, hogy mekkora az építőkamra és milyen anyagot használtak. A lassú, ellenőrzött hűtés elengedhetetlen a belső feszültségek minimalizálásához és az alkatrészek deformációjának elkerüléséhez. A túl gyors hűtés vetemedést vagy repedéseket okozhat az alkatrészekben.
Miután a kamra kellően lehűlt, az alkatrészeket ki lehet venni a porágyból. Ezt a folyamatot „breakout”-nak vagy „kitermelésnek” nevezik. A nyomtatott tárgyak teljesen be vannak ágyazva a fel nem használt porba, amelyet óvatosan el kell távolítani. Ez a por a gép speciális tartályaiba kerül, ahol szűrőrendszeren keresztül tisztítják, majd friss porral keverve újrahasznosítják a következő nyomtatási feladathoz. Az újrahasznosítási arány jellemzően 50-70% körül mozog, ami gazdaságossá teszi a folyamatot.
Utófeldolgozás
Az SLS nyomtatott alkatrészek a porágyból való kivétel után felületesen porózusak és gyakran matt felületűek. Számos utófeldolgozási lépés alkalmazható a kívánt esztétikai és funkcionális tulajdonságok eléréséhez:
- Tisztítás: Az első lépés a felesleges por eltávolítása az alkatrészek felületéről. Ezt általában sűrített levegővel, kefével vagy speciális tisztítóállomásokon végzik.
- Koptatás (Tumblírozás): A felületi érdesség csökkentésére és egyenletesebb felület elérésére szolgál. Különböző koptatóanyagokkal (pl. kerámia, műanyag) végzik vibrációs vagy forgódobos gépekben.
- Színezés/Festés: Az alkatrészek igény szerint színezhetők vagy festhetők, hogy esztétikailag vonzóbbá váljanak vagy illeszkedjenek egy adott designhoz.
- Infiltráció: Egy folyékony anyaggal (pl. epoxigyanta, cianakrilát) telítik az alkatrész felületét vagy teljes keresztmetszetét. Ez javítja a felületi minőséget, növeli a szilárdságot, a vízállóságot és a kémiai ellenállást.
- Polírozás: Magas fényű felület elérésére alkalmazható, mechanikus vagy kémiai eljárásokkal.
- Fémbevonat: Bizonyos esetekben, különösen prototípusoknál, fémbevonattal (pl. nikkel, króm) javítható az alkatrészek kopásállósága és elektromos vezetőképessége.
Az utófeldolgozás jelentősen befolyásolhatja az SLS alkatrészek végleges tulajdonságait és költségeit. A választott módszerek az alkatrész tervezett felhasználásától és az esztétikai elvárásoktól függnek.
Az SLS technológia mögötti tudomány: anyagok és mechanika
Az SLS nem csupán egy gép és egy lézer; mögötte komplex anyagismeret és fizikai elvek állnak. Az alkatrészek minősége és tulajdonságai nagymértékben függenek az alkalmazott poranyagtól, a lézer paramétereitől és a hőmérséklet-szabályozástól.
Milyen anyagokkal működik az SLS?
Az SLS technológia elsősorban polimer porokkal dolgozik, amelyek közül a poliamidok (nylonok) a leggyakoribbak. Ezek a hőre lágyuló műanyagok kiváló mechanikai tulajdonságokkal és jó hőállósággal rendelkeznek, ami ideálissá teszi őket funkcionális alkatrészek gyártására.
- Poliamid 12 (PA12): Ez a legelterjedtebb SLS anyag. Kiváló szilárdságot, rugalmasságot és ütésállóságot kínál. Jó kémiai ellenállással és biokompatibilitással is rendelkezik, ezért gyakran használják az orvosi iparban.
- Poliamid 11 (PA11): A PA12-nél valamivel rugalmasabb és ütésállóbb, gyakran fenntarthatóbb forrásokból (pl. ricinusolaj) készül. Ideális olyan alkalmazásokhoz, ahol a rugalmasság és a tartósság kulcsfontosságú.
- Üvegszállal vagy szénszállal erősített poliamidok: Ezek a kompozit anyagok jelentősen növelik az alkatrészek merevségét, szilárdságát és hőállóságát. Alkalmazásukkal könnyű, mégis rendkívül erős alkatrészek hozhatók létre, például az autó- vagy repülőgépipar számára.
- TPU (Termoplasztikus Poliuretán): Ez egy rugalmas, gumiszerű anyag, amely kiváló kopásállósággal és ütésállósággal rendelkezik. Ideális rugalmas alkatrészek, tömítések, fogantyúk vagy akár egyedi cipőtalpak gyártására.
- PEEK (Poliéter-éter-keton): Bár ritkábban, de léteznek PEEK porok is SLS-hez, amelyek rendkívül magas hőállósággal, kémiai ellenállással és mechanikai szilárdsággal rendelkeznek. Ezeket a prémium anyagokat speciális, nagy teljesítményű alkalmazásokhoz használják.
Fontos megjegyezni, hogy bár a fémek szinterezése is létezik (például SLM/DMLS technológiával), az SLS kifejezetten polimer porokra optimalizált. A két technológia alapelve hasonló, de a gépek, a lézerek és az anyagok jelentősen eltérnek.
A poranyag tulajdonságai
A poranyag minősége alapvetően meghatározza a nyomtatott alkatrész tulajdonságait. A kulcsfontosságú jellemzők:
- Szemcseméret és eloszlás: A finom, egyenletes szemcseméret (jellemzően 20-100 mikrométer) elengedhetetlen a jó felületi minőség és a pontos részletek eléréséhez.
- Folyékonyság: A pornak kiválóan folyékonynak kell lennie, hogy egyenletes réteget képezzen az építőplatformon. A rossz folyékonyság hibás rétegekhez és pontatlan alkatrészekhez vezethet.
- Olvadáspont és szinterezési tartomány: Az anyagnak széles szinterezési tartománnyal kell rendelkeznie, hogy a lézer energiája hatékonyan összeolvassza a részecskéket anélkül, hogy túlságosan megolvasztaná vagy lebontaná az anyagot.
- Sűrűség: A por sűrűsége befolyásolja az alkatrész sűrűségét és mechanikai tulajdonságait.
A lézer paraméterei
A lézer a szinterezési folyamat motorja. A paraméterek precíz beállítása elengedhetetlen:
- Teljesítmény: A lézer teljesítménye (jellemzően 10-100 watt) közvetlenül befolyásolja az anyagba juttatott energia mennyiségét, azaz a szinterezés mélységét és erősségét.
- Sebesség: A lézer mozgási sebessége az építőplatformon. A túl gyors sebesség elégtelen szinterezéshez, a túl lassú pedig túlságosan megolvadt vagy lebomlott anyaghoz vezethet.
- Fókusz: A lézersugár fókuszpontja határozza meg a szinterezett vonal vastagságát és pontosságát.
- Lézerútvonal (Scan strategy): A szoftver által generált lézerútvonal optimalizálja a hőeloszlást és minimalizálja a deformációt.
Hőmérséklet-szabályozás jelentősége
A hőmérséklet-szabályozás az SLS technológia egyik legkritikusabb aspektusa. Az építőkamrát és a porágyat folyamatosan egy előmelegített hőmérsékleten tartják, amely csak néhány fokkal van az anyag olvadáspontja alatt. Ennek több oka is van:
- Deformáció elkerülése: Ha a poranyag hideg lenne, a lézer által bevitt hő hirtelen és nagy hőmérséklet-különbséget okozna, ami belső feszültségeket és vetemedést eredményezne az alkatrészben. Az előmelegítés csökkenti ezt a hőmérsékleti gradienset.
- Szinterezési hatékonyság: Az előmelegített por könnyebben szintereződik, kevesebb lézerenergiára van szükség, ami gyorsabb nyomtatást és jobb anyagfelhasználást tesz lehetővé.
- Rétegkötés: A megfelelő hőmérséklet biztosítja a rétegek közötti erős kötést, ami homogén és mechanikailag stabil alkatrészt eredményez.
A hűtési fázisban is kulcsfontosságú a hőmérséklet precíz szabályozása. A lassú, ellenőrzött hűtés megakadályozza a hirtelen összehúzódást és a belső feszültségek kialakulását, amelyek repedésekhez vagy deformációkhoz vezethetnek.
Mechanikai tulajdonságok
Az SLS alkatrészek mechanikai tulajdonságai kiválóak, ami az egyik fő oka a technológia népszerűségének:
- Izotrópia: Az SLS alkatrészek jellemzően közel izotróp tulajdonságokkal rendelkeznek, ami azt jelenti, hogy a mechanikai szilárdságuk és egyéb tulajdonságaik (pl. rugalmassági modulus) minden irányban hasonlóak. Ez az FDM-mel ellentétben áll, ahol a rétegek közötti gyengébb kötés miatt az anizotrópia jelentős lehet.
- Porozitás: Az SLS nyomtatott alkatrészek jellemzően enyhén porózusak, ami befolyásolhatja a felületi minőséget és bizonyos alkalmazásoknál a vízfelvételt. Az utófeldolgozási eljárásokkal, mint az infiltráció, ez a porozitás csökkenthető.
- Szilárdság és tartósság: A poliamid alapú SLS alkatrészek nagy szakítószilárdsággal, ütésállósággal és fáradási élettartammal rendelkeznek, ami alkalmassá teszi őket funkcionális prototípusokhoz és végfelhasználói alkatrészekhez.
A megfelelő anyagválasztással és a paraméterek optimalizálásával az SLS technológia rendkívül sokoldalú és megbízható megoldást kínál a legkülönfélébb ipari igényekre.
Az SLS előnyei és hátrányai más 3D nyomtatási eljárásokkal szemben

Minden additív gyártási technológia rendelkezik egyedi előnyökkel és hátrányokkal, amelyek meghatározzák az optimális alkalmazási területeket. Az SLS számos kiemelkedő tulajdonsággal bír, amelyek megkülönböztetik a többi eljárástól.
Előnyök
Az SLS számos jelentős előnnyel jár, amelyek miatt az egyik legnépszerűbb ipari 3D nyomtatási módszerré vált:
- Nincs szükség támasztószerkezetre: Ez az SLS egyik legnagyobb előnye. A fel nem használt porágy természetes támasztékként szolgál a nyomtatás során. Ez lehetővé teszi rendkívül komplex, üreges, egymásba illeszkedő vagy szabadon mozgó alkatrészek nyomtatását anélkül, hogy utólag el kellene távolítani a támaszokat. Ez időt és anyagot takarít meg, és csökkenti a felületi hibák kockázatát.
- Komplex geometriák és belső csatornák: A támasztószerkezet hiánya miatt az SLS ideális bonyolult geometriák, rácsszerkezetek és belső csatornák (pl. folyadékáramláshoz vagy hőcseréléshez) létrehozására, amelyeket más technológiákkal nehéz vagy lehetetlen lenne előállítani.
- Magas mechanikai szilárdság és tartósság: Az SLS alkatrészek közel izotróp mechanikai tulajdonságokkal rendelkeznek, ami azt jelenti, hogy szilárdságuk és tartósságuk minden irányban hasonló. A poliamid anyagok kiváló szakítószilárdságot, ütésállóságot és fáradási élettartamot biztosítanak, ami alkalmassá teszi őket funkcionális prototípusokhoz és végfelhasználói alkatrészekhez.
- Jó felületi minőség: Bár az SLS alkatrészek kezdetben enyhén porózusak és matt felületűek, a rétegek közötti sima átmenet miatt a felületi minőség már alapból is jó. Különféle utófeldolgozási módszerekkel (pl. koptatás, infiltráció, polírozás) kiváló esztétikai és funkcionális felületek érhetők el.
- Anyagok sokfélesége (polimerek): Az SLS széles választékban kínál polimer anyagokat, a standard PA12-től és PA11-től kezdve az üvegszállal vagy szénszállal erősített kompozitokon át a rugalmas TPU-ig. Ez a sokféleség lehetővé teszi, hogy az adott alkalmazáshoz legmegfelelőbb anyagot válasszuk.
- Költséghatékony sorozatgyártás kis és közepes mennyiségeknél: Mivel az alkatrészeket egymásba ágyazva, támaszték nélkül lehet nyomtatni, az SLS gépek térfogata rendkívül hatékonyan kihasználható. Ez a „nesting” (fészekbe rakás) technika jelentősen csökkenti az egy alkatrészre jutó költséget, különösen kis és közepes szériák gyártása esetén.
- Anyagfelhasználás hatékonysága: A fel nem használt poranyag nagy része (akár 50-70%) újrahasznosítható a következő nyomtatási feladatokhoz, ami csökkenti az anyagpazarlást és a költségeket.
Az SLS technológia valóban forradalmasította a termékfejlesztést, lehetővé téve a tervezők számára, hogy olyan komplex formákat és funkciókat valósítsanak meg, amelyek korábban elképzelhetetlenek voltak a hagyományos gyártási eljárásokkal.
Hátrányok
Természetesen az SLS-nek is vannak korlátai és hátrányai, amelyeket figyelembe kell venni a technológia kiválasztásakor:
- Magas kezdeti gépköltség: Az ipari SLS rendszerek beruházási költsége jelentősen magasabb, mint az asztali FDM vagy SLA nyomtatóké. Ez korlátozhatja a technológia hozzáférhetőségét kisebb vállalkozások vagy magánszemélyek számára.
- Poros környezet és speciális munkavédelmi előírások: Az SLS gépek finom poranyagokkal dolgoznak, amelyek belélegezve egészségkárosítóak lehetnek. Speciális szellőztető rendszerekre, pormentes környezetre és megfelelő személyi védőfelszerelésekre van szükség a biztonságos üzemeltetéshez.
- Poranyagok ára: Az SLS poranyagok, különösen a speciális kompozitok vagy a prémium poliamidok, drágábbak lehetnek, mint más 3D nyomtatási eljárások alapanyagai. Bár az újrahasznosítás csökkenti a költségeket, az anyagköltség továbbra is jelentős tényező.
- Hosszú hűtési idő: A nyomtatási folyamat befejezése után a kamrának lassan le kell hűlnie, ami több órát, akár egy teljes napot is igénybe vehet. Ez a hosszú hűtési idő lassíthatja a gyártási ciklust, különösen, ha sürgősen van szükség az alkatrészekre.
- Porózus felület (utófeldolgozást igényelhet): Az SLS alkatrészek természetesen enyhén porózusak és matt felületűek. Ha simább, esztétikusabb vagy vízállóbb felületre van szükség, további utófeldolgozási lépésekre (pl. infiltráció, festés, koptatás) van szükség, ami növeli a költségeket és az átfutási időt.
- Korlátozott anyagválaszték (főleg polimerek): Bár a polimer anyagok széles választékát kínálja, az SLS nem alkalmas fém alkatrészek közvetlen nyomtatására. Ehhez más technológiákra, például az SLM-re (Selective Laser Melting) vagy a DMLS-re (Direct Metal Laser Sintering) van szükség.
- Színválaszték: A legtöbb SLS anyag natúr színe fehér vagy szürkésfehér. Bár az alkatrészek utólag festhetők vagy színezhetők, a nyomtatás során nem lehet többszínű alkatrészeket előállítani, mint például egyes MJF (Multi Jet Fusion) vagy FDM eljárásokkal.
Az előnyök és hátrányok mérlegelése segít eldönteni, hogy az SLS technológia a legmegfelelőbb-e egy adott projekt vagy gyártási igény szempontjából.
Alkalmazási területek és iparágak, ahol az SLS kulcsszerepet játszik
Az SLS technológia sokoldalúsága, a kiváló mechanikai tulajdonságok és a komplex geometriák előállításának képessége miatt számos iparágban kulcsszerepet játszik. A prototípusgyártástól a végfelhasználói alkatrészek sorozatgyártásáig terjed az alkalmazási paletta.
Prototípusgyártás: funkcionális prototípusok
Az SLS ideális választás funkcionális prototípusok gyártására, amelyeknek nem csak vizuálisan kell hasonlítaniuk a végtermékre, hanem azonos vagy hasonló mechanikai tulajdonságokkal is kell rendelkezniük. A PA12 vagy PA11 anyagokból készült prototípusok tesztelhetők a valós felhasználási körülmények között, segítve a tervezési hibák korai felismerését és a termékfejlesztési ciklus felgyorsítását. Például, ha egy új autós alkatrészt terveznek, az SLS prototípusok segítségével tesztelhető az illeszkedés, a tartósság és a funkcionalitás, mielőtt drága szerszámokat készítenének a sorozatgyártáshoz.
Egyedi alkatrészek és kis sorozatok gyártása
Az SLS kiválóan alkalmas egyedi alkatrészek és kis sorozatok gyártására, ahol a hagyományos gyártási módszerek (pl. fröccsöntés) túl drágák vagy időigényesek lennének a szerszámköltségek miatt. Ez magában foglalja az egyedi szerszámokat, sablonokat, jigeket, valamint a testreszabott fogyasztói termékeket. A beágyazási (nesting) képességnek köszönhetően a gép kapacitása hatékonyan kihasználható, ami alacsony egységköltséget eredményez még kis mennyiségeknél is.
Autóipar
Az autóipar az SLS technológia egyik legnagyobb felhasználója. Itt funkcionális prototípusokat, légcsatornákat, konzolokat, egyedi belső elemeket és tesztalkatrészeket gyártanak. Az üvegszállal vagy szénszállal erősített poliamidok lehetővé teszik könnyű, mégis nagy szilárdságú alkatrészek előállítását, amelyek hozzájárulnak a járművek súlycsökkentéséhez és ezáltal az üzemanyag-hatékonyság javításához.
Repülőgépipar
A repülőgépiparban is növekszik az SLS szerepe, különösen a könnyű, nagy szilárdságú és hőálló alkatrészek iránti igény miatt. Bár a fém additív gyártás (SLM/DMLS) dominál ezen a területen, az SLS polimer alkatrészeket használnak prototípusokhoz, belső burkolati elemekhez, légcsatornákhoz és egyéb nem kritikus, de súlyérzékeny alkalmazásokhoz. A komplex geometriák és a belső rácsszerkezetek lehetővé teszik az alkatrészek súlyának optimalizálását, miközben fenntartják a szükséges mechanikai tulajdonságokat.
Orvosi és fogászati ipar
Az orvosi és fogászati ipar rendkívül sokat profitál az SLS testreszabási képességeiből. Itt készülnek:
- Protetika és ortézis: Egyedi, páciensspecifikus protézisek és ortézisek, amelyek pontosan illeszkednek és kényelmesek.
- Sebészeti útmutatók: Pontos, egyedi sablonok, amelyek segítik a sebészeket a műtétek során.
- Fogászati modellek: Fogszabályzók és egyéb fogászati eszközök tervezéséhez és gyártásához használt modellek.
A PA12 biokompatibilitása és sterilitási lehetőségei miatt különösen alkalmas ezen alkalmazásokra.
Fogyasztói termékek
Az SLS ideális a fogyasztói termékek testreszabásához és kis szériás gyártásához. Példák:
- Szemüvegkeretek: Egyedi tervezésű, könnyű és tartós szemüvegkeretek.
- Egyedi cipőtalpak és sportfelszerelések: A láb anatómiájához igazodó talpak, amelyek javítják a kényelmet és a teljesítményt.
- Divatcikkek és ékszerek: Komplex, innovatív formák, amelyek a hagyományos gyártással nehezen lennének előállíthatók.
- Játékok és modellek: Részletes, tartós játékok és makettek.
Mérnöki alkalmazások
A mérnöki alkalmazások széles skáláján használják az SLS-t. Ide tartoznak az egyedi gépelemek, tartószerkezetek, szerszámok és befogók gyártása. Az SLS lehetővé teszi a mérnökök számára, hogy gyorsan iteráljanak a tervezési folyamatban, és optimalizálják az alkatrészek teljesítményét és súlyát.
Művészet és design
A művészet és design területén az SLS lehetővé teszi komplex, organikus formák és szobrok létrehozását, amelyek a hagyományos technikákkal kivitelezhetetlenek lennének. A művészek és tervezők szabadon kísérletezhetnek a formákkal és textúrákkal, új dimenziókat nyitva meg az alkotásban.
Az SLS technológia folyamatosan fejlődik, és az új anyagok megjelenésével, valamint a gépek kapacitásának növekedésével várhatóan még több iparágban fog kulcsszerepet játszani a jövőben.
Gyakori kérdések és tévhitek az SLS technológiával kapcsolatban
Az additív gyártás területén számos technológia létezik, és az SLS-sel kapcsolatban is felmerülnek gyakori kérdések és tévhitek. Fontos tisztázni ezeket, hogy pontos képet kapjunk a technológia képességeiről és korlátairól.
SLS vs. FDM, SLA, MJF, SLM
Az SLS-t gyakran hasonlítják más 3D nyomtatási eljárásokhoz. Nézzük meg a legfontosabb különbségeket:
- SLS vs. FDM (Fused Deposition Modeling):
- Anyag: SLS porok (pl. PA12), FDM filamentek (pl. PLA, ABS).
- Mechanikai tulajdonságok: SLS alkatrészek erősebbek, izotrópabbak, jobb mechanikai tulajdonságokkal. FDM alkatrészek rétegezettek, anizotrópabbak, gyengébb rétegkötéssel.
- Támasztószerkezet: SLS nem igényel támasztékot, FDM igen.
- Felületi minőség: SLS alapból jobb, utófeldolgozással kiváló. FDM rétegvonalak láthatók.
- Költség: SLS gép és anyagok drágábbak, de kis sorozatoknál költséghatékonyabb lehet a támaszmentesség és a „nesting” miatt. FDM olcsóbb belépő szinten.
- SLS vs. SLA (Stereolithography):
- Anyag: SLS polimer porok, SLA folyékony gyanták (fotopolimerek).
- Felbontás és részletgazdagság: SLA általában magasabb felbontást és simább felületet biztosít, de az alkatrészek törékenyebbek lehetnek. SLS jó részletességet ad, de felülete mattabb.
- Mechanikai tulajdonságok: SLS alkatrészek erősebbek, tartósabbak, rugalmasabbak. SLA alkatrészek általában ridegebbek, bár léteznek mérnöki gyanták.
- Támasztószerkezet: SLA igényel támasztékot a túlnyúlásokhoz.
- Utófeldolgozás: SLA utólagos UV-keményítést és tisztítást igényel.
- SLS vs. MJF (Multi Jet Fusion):
- Alapelv: SLS lézerrel szinterez, MJF folyékony kötőanyagot és hőenergiát használ.
- Sebesség: MJF általában gyorsabb, különösen nagy mennyiségek esetén.
- Felületi minőség és részletgazdagság: MJF hasonlóan jó felbontást és felületi minőséget kínál, sőt, akár színezésre is képes a nyomtatási folyamat során.
- Anyagválaszték: Mindkettő polimer porokkal dolgozik, hasonló anyagokat kínálnak.
- Költség: Hasonló ipari kategória, MJF gépek is magasabb beruházást igényelnek.
- SLS vs. SLM/DMLS (Selective Laser Melting / Direct Metal Laser Sintering):
- Anyag: SLS polimer porok, SLM/DMLS fémporok (pl. titán, rozsdamentes acél, alumínium).
- Hőmérséklet: SLS szinterez (részleges olvadás), SLM/DMLS teljesen megolvasztja a fémport.
- Alkalmazás: SLS műanyag funkcionális alkatrészek, SLM/DMLS fém alkatrészek repülőgépiparba, orvosi implantátumokhoz.
- Költség: SLM/DMLS gépek és anyagok lényegesen drágábbak.
Alkatrészek szilárdsága és tartóssága
Tévhit: Az SLS nyomtatott alkatrészek gyengék és törékenyek.
Valóság: Az SLS alkatrészek, különösen a PA12-ből készültek, rendkívül erősek, tartósak és rugalmasak. Kiváló mechanikai tulajdonságokkal rendelkeznek, mint például nagy szakítószilárdság, ütésállóság és fáradási élettartam. Emiatt széles körben használják őket funkcionális prototípusokhoz és végfelhasználói alkatrészekhez, ahol a mechanikai integritás kulcsfontosságú. Az üvegszállal vagy szénszállal erősített anyagok tovább növelik a szilárdságot.
Felületi minőség, pontosság
Tévhit: Az SLS alkatrészek felülete durva és pontatlan.
Valóság: Az SLS technológia kiváló pontosságot és részletgazdagságot kínál, a rétegvastagságok jellemzően 0,08-0,15 mm között mozognak. A felület alapból matt és enyhén porózus, de a rétegvonalak sokkal kevésbé láthatók, mint az FDM esetében. Különféle utófeldolgozási eljárásokkal (pl. koptatás, infiltráció, festés) kiválóan sima, esztétikus és funkcionális felületek érhetők el, amelyek megközelítik a fröccsöntött alkatrészek minőségét.
Környezetbarát-e? Anyagfelhasználás, újrahasznosítás
Tévhit: A 3D nyomtatás, így az SLS is, sok hulladékot termel.
Valóság: Az SLS az egyik leggazdaságosabb additív gyártási eljárás az anyagfelhasználás szempontjából. A fel nem használt por nagy része (akár 50-70%) újrahasznosítható. Ezt a „refresh rate”-nek nevezett arányt friss por hozzáadásával érik el, hogy fenntartsák az optimális tulajdonságokat. Ez jelentősen csökkenti a hulladék mennyiségét és az anyagköltségeket, hozzájárulva a fenntarthatóbb gyártáshoz.
Költségek: gép, anyag, üzemeltetés
Tévhit: Az SLS mindig drága.
Valóság: Bár az ipari SLS gépek kezdeti beruházási költsége magas, és az anyagok is drágábbak lehetnek, mint az asztali FDM filamentek, az egységköltség kis és közepes sorozatoknál rendkívül versenyképes lehet. A támasztékmentesség és a „nesting” (több alkatrész egyidejű nyomtatása a kamrában) optimalizálja az anyagfelhasználást és a gyártási időt. Az utófeldolgozás költségei is hozzájárulnak a végleges árhoz, de a komplexitás és a funkcionális tulajdonságok figyelembevételével gyakran még így is gazdaságosabb, mint a hagyományos módszerek.
Ezeknek a tévhiteknek a tisztázása segít a felhasználóknak abban, hogy megalapozott döntéseket hozzanak az SLS technológia alkalmazásával kapcsolatban.
Az SLS jövője: innovációk és fejlődési irányok
Az SLS technológia a folyamatos kutatás és fejlesztés tárgya, ami azt jelenti, hogy a jövőben még szélesebb körben lesz alkalmazható és még hatékonyabbá válik. Az innovációk több irányba mutatnak, az anyagfejlesztéstől a gépek teljesítményének növeléséig.
Új anyagok fejlesztése
Az anyagfejlesztés az SLS jövőjének egyik kulcsa. A kutatók és gyártók folyamatosan dolgoznak új polimer porok létrehozásán, amelyek speciális tulajdonságokkal rendelkeznek:
- Biokompatibilis anyagok: Az orvosi implantátumok és eszközök területén egyre nagyobb az igény olyan anyagokra, amelyek biztonságosan érintkezhetnek az emberi testtel.
- Vezetőképes anyagok: Elektronikai alkatrészek, szenzorok vagy beágyazott áramkörök nyomtatásához.
- Rugalmasabb és ütésállóbb polimerek: A TPU-hoz hasonló, de még szélesebb hőmérsékleti tartományban működő, vagy extrém terhelésnek is ellenálló anyagok.
- Magasabb hőállóságú anyagok: Az autó- és repülőgépiparban használt, extrém hőmérsékleteknek ellenálló polimerek.
- Fenntartható anyagok: Megújuló forrásokból származó, biológiailag lebomló vagy újrahasznosított polimerek fejlesztése.
Ezek az új anyagok kiterjesztik az SLS alkalmazási körét, és lehetővé teszik a mérnökök számára, hogy még innovatívabb termékeket hozzanak létre.
Nagyobb építési terek és gyorsabb gépek
A gyártók arra törekednek, hogy nagyobb építési térfogatú SLS gépeket fejlesszenek, amelyek lehetővé teszik nagyobb alkatrészek vagy még több kisebb alkatrész egyidejű nyomtatását. Emellett a nyomtatási sebesség növelése is prioritás. Ez magában foglalja a lézer teljesítményének növelését, a szkennelési sebesség optimalizálását és a rétegfelépítési ciklusok felgyorsítását. A gyorsabb és nagyobb kapacitású gépek csökkentik az egy alkatrészre jutó gyártási időt és költséget, ezáltal versenyképesebbé téve az SLS-t a hagyományos gyártási eljárásokkal szemben.
Költségcsökkentés és hozzáférhetőség
Bár az ipari SLS rendszerek drágák, a technológia fejlődésével és a piac bővülésével várhatóan csökkennek a gép- és anyagköltségek. Emellett megjelennek a „desktop” vagy „benchtop” SLS rendszerek, amelyek kisebb méretűek, egyszerűbbek és olcsóbbak, így szélesebb körben elérhetővé válnak a kisebb vállalkozások, oktatási intézmények és akár a hobbi felhasználók számára is. Ez a demokratizálódás új felhasználási területeket nyithat meg.
Integráció az ipari 4.0 környezetbe
Az SLS gépek egyre inkább integrálódnak az Ipar 4.0 környezetébe. Ez magában foglalja a gépek közötti hálózati kapcsolatot, az adatok gyűjtését és elemzését a gyártási folyamatok optimalizálása érdekében, valamint az automatizált munkafolyamatokat. A mesterséges intelligencia és a gépi tanulás segítségével a gépek képesek lesznek önoptimalizálni a paramétereket, előre jelezni a karbantartási igényeket, és javítani a termelési hatékonyságot.
Szoftveres optimalizáció
A szeletelő szoftverek és a tervező szoftverek folyamatos fejlesztése szintén kulcsfontosságú. A fejlettebb szoftverek lehetővé teszik a nyomtatási feladatok még pontosabb előkészítését, az alkatrészek optimális elhelyezését a kamrában (nesting), a lézerútvonalak intelligensebb generálását, és a hibák előrejelzését. Az optimalizált szoftverek javítják a nyomtatás sikerességi arányát, csökkentik az anyagpazarlást és növelik a termelékenységet.
Fenntarthatósági törekvések
A környezeti fenntarthatóság egyre fontosabb szempont a gyártásban. Az SLS ezen a téren is fejlődik, például:
- Magasabb újrahasznosítási arány: A gyártók arra törekednek, hogy a fel nem használt poranyag még nagyobb arányban legyen újrahasznosítható, csökkentve a hulladékot és az anyagköltségeket.
- Energiahatékonyabb gépek: Az új generációs SLS gépek tervezésekor az energiafogyasztás csökkentése is szempont.
- Környezetbarát anyagok: A már említett biológiailag lebomló és megújuló forrásból származó anyagok fejlesztése.
Az SLS a jövőben is az additív gyártás élvonalában marad, folyamatosan alkalmazkodva az ipari igényekhez és a technológiai kihívásokhoz. Képessége, hogy gyorsan és költséghatékonyan gyártson funkcionális, tartós alkatrészeket komplex geometriákkal, biztosítja a technológia hosszú távú relevanciáját és növekedését.







