
Az anyagtudomány és a mérnöki gyakorlat egyik alapvető feladata az anyagok mechanikai tulajdonságainak meghatározása. Ezek közül kiemelkedő jelentőséggel bír a keménység, amely egy anyag ellenállását fejezi ki a deformációval, a karcolással vagy a kopással szemben. A keménységmérés számos módszere közül a Brinell-keménységmérés az egyik legrégebbi, legelterjedtebb és legmegbízhatóbb eljárás, különösen a fémiparban és a gépgyártásban. Ez a módszer nem csupán egy számot ad az anyag tulajdonságairól, hanem kulcsfontosságú információkat szolgáltat a tervezéshez, a gyártáshoz és a minőségellenőrzéshez egyaránt.
A Brinell-keménység fogalma viszonylag egyszerűen megfogalmazható: egy meghatározott átmérőjű, edzett acél- vagy wolframkarbid golyót állandó terheléssel nyomunk bele a vizsgálandó anyag felületébe egy előre meghatározott ideig. Az így keletkezett behúzás átmérőjéből, a golyó átmérőjéből és az alkalmazott terhelésből egy egyszerű képlet segítségével kiszámítható a Brinell-keménységi szám, melyet HB jelöléssel látunk el. Ez a módszer különösen előnyös olyan anyagok vizsgálatánál, amelyek heterogén szerkezetűek vagy nagyobb szemcsékkel rendelkeznek, mivel a viszonylag nagy behúzás átlagolja a helyi eltéréseket, reprezentatívabb eredményt adva.
A cikk részletesen bemutatja a Brinell-keménység fogalmát, történetét, a mérés elméleti hátterét, a vizsgálati eljárás lépéseit, a számítási módokat, az alkalmazott berendezéseket, a mérési pontosságot befolyásoló tényezőket, valamint a módszer gyakorlati jelentőségét és alkalmazási területeit. Emellett kitér a Brinell-keménységmérés előnyeire és hátrányaira, más keménységmérési eljárásokkal összehasonlítva, valamint a vonatkozó nemzetközi szabványokra is. Célunk, hogy átfogó képet adjunk erről a létfontosságú anyagtulajdonságról és annak meghatározási módjáról, segítve ezzel a szakembereket és az érdeklődőket egyaránt az anyagválasztásban és a minőségbiztosításban.
A keménység fogalma és jelentősége az anyagtudományban
A keménység egy összetett anyagtulajdonság, amely az anyag ellenállását írja le a helyi plasztikus deformációval szemben. Ez a deformáció származhat behúzásból (mint a Brinell, Vickers, Rockwell módszereknél), karcolásból (mint a Mohs-skála esetében) vagy kopásból. A keménység nem egy fundamentális fizikai állandó, mint például a sűrűség, hanem egy operacionális tulajdonság, amelyet egy adott mérési eljárással definiálnak és határoznak meg.
Az anyagtudományban és a mérnöki gyakorlatban a keménység rendkívül fontos paraméter, mivel számos más mechanikai tulajdonsággal korrelál, és közvetlen információt nyújt az anyag viselkedéséről különböző terhelések alatt. Például, a keményebb anyagok általában nagyobb szakítószilárdsággal és kopásállósággal rendelkeznek, ami kritikus lehet gépelemek, szerszámok vagy szerkezeti anyagok tervezésekor.
A keménységmérés célja, hogy gyors és viszonylag egyszerű módon jellemezze az anyagot, anélkül, hogy bonyolultabb és időigényesebb vizsgálatokat (pl. szakítópróba) kellene elvégezni. A keménységi adatok alapján lehet következtetni az anyag hőkezelési állapotára, mikroszerkezetére, és arra, hogy megfelel-e a specifikált követelményeknek. Ezáltal a keménységmérés a minőségellenőrzés és a minőségbiztosítás elengedhetetlen eszközévé vált a gyártási folyamatok során.
Különböző iparágakban, mint a gépipar, autóipar, repülőgépipar, kohászat és építőipar, mindennapos feladat a keménység ellenőrzése. A megfelelő keménység biztosítja, hogy az alkatrészek ellenálljanak a kopásnak, a deformációnak, és hosszú élettartamúak legyenek. Egy nem megfelelő keménységű anyag idő előtti meghibásodáshoz, súlyosabb esetben balesetekhez vezethet, ezért a pontos és megbízható keménységmérés elengedhetetlen a termékbiztonság és a funkcionalitás garantálásához.
A Brinell-keménység alapjai: története és elmélete
A Brinell-keménységmérési módszert Johan August Brinell svéd mérnök fejlesztette ki 1900-ban, eredetileg az acélok keménységének meghatározására. Ez volt az első szabványosított és széles körben elfogadott behúzásos keménységmérési eljárás, amely forradalmasította az anyagtudományt és a minőségellenőrzést. Brinell felismerte, hogy egy anyag keménysége összefüggésbe hozható azzal, hogy egy meghatározott terhelés alatt mekkora behúzást hoz létre egy standardizált behúzótest. Ez az egyszerű, de zseniális elv a mai napig alapját képezi a keménységmérés számos modern változatának.
A módszer elméleti alapja a behúzásos keménységmérés elvére épül. Ennek lényege, hogy egy ismert geometriájú és anyagú behúzótestet (indenter) egy előre meghatározott nagyságú erővel (terhelés) nyomunk bele a vizsgálandó anyag felületébe. A terhelés eltávolítása után a keletkezett behúzás méretét (általában az átmérőjét vagy felületét) mérjük, és ebből számítjuk ki a keménységi számot.
„A Brinell-módszer a keménységmérés egyik sarokköve, amely az ipari minőségellenőrzés alapvető eszközévé vált, és a mai napig széles körben alkalmazzák robusztussága és megbízhatósága miatt.”
A Brinell-módszer specifikuma, hogy behúzótestként egy edzett acél- vagy wolframkarbid golyót használ. A behúzás során a golyó egy gömbsüveg alakú mélyedést hoz létre az anyag felületén. A keménységi számot, azaz a Brinell-számot (HB), az alkalmazott terhelés (F) és a behúzás felületének (A) hányadosaként definiálják. Fontos megjegyezni, hogy nem a behúzás teljes felületét, hanem a behúzás felszíni területét vesszük figyelembe, amely a gömbfelület egy részét képezi.
A Brinell-keménység képlete a következő:
$HB = \frac{F}{A}$
Ahol:
- $F$ a behúzótestre ható terhelés [N]
- $A$ a behúzás felszíne [mm²]
A behúzás felszíne ($A$) a behúzótest átmérőjéből ($D$) és a behúzás átmérőjéből ($d$) számítható ki. A képlet levezetése és pontos formája a későbbiekben részletesebben is bemutatásra kerül. Lényeges, hogy a Brinell-módszer a behúzás átmérőjét méri, nem pedig a mélységét, ami egyszerűbbé teszi a kiértékelést, és kevésbé érzékeny a felületi egyenetlenségekre.
A Brinell-keménység jelölése mindig tartalmazza a keménységi értéket, a behúzótest anyagát (HBS acélgolyó, HBW wolframkarbid golyó), a behúzótest átmérőjét milliméterben, az alkalmazott terhelést kilogramm erőben (vagy Newtonban) és a terhelési időt másodpercben. Például, a 250 HBW 5/750/30 jelölés azt jelenti, hogy a Brinell-keménység 250, wolframkarbid golyót (W) használtak, 5 mm átmérővel, 750 kgf (vagy 7355 N) terheléssel, 30 másodpercig tartva.
A Brinell-keménység mérésének részletes leírása
A Brinell-keménység mérése egy precíz, több lépésből álló folyamat, amely gondos előkészítést és pontos kivitelezést igényel a megbízható eredmények eléréséhez. A módszer kulcsfontosságú eleme a standardizáció, amely biztosítja az eredmények összehasonlíthatóságát.
A vizsgálati elv
A behúzásos módszer alapja, hogy a vizsgálandó anyagnak ellenállást kell kifejtenie egy külső erővel szemben, amely egy speciális behúzótestet présel bele a felületébe. A Brinell-módszer esetében ez a behúzótest egy gömb. A terhelés hatására a golyó plasztikus deformációt okoz az anyagban, létrehozva egy állandó behúzást. A deformáció mértéke, amelyet a behúzás átmérője jellemez, fordítottan arányos az anyag keménységével: minél keményebb az anyag, annál kisebb átmérőjű behúzás keletkezik azonos terhelés mellett.
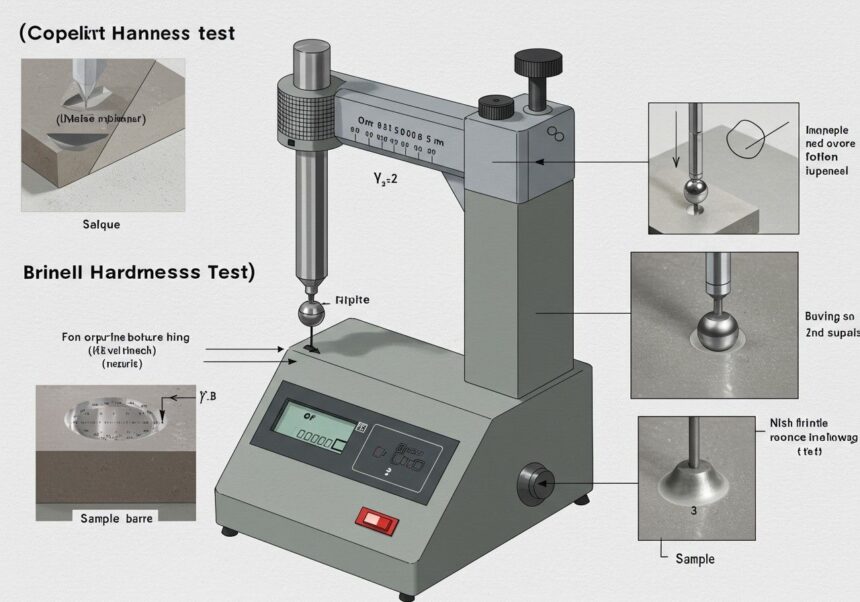
A Brinell-keménységmérő berendezés
A Brinell-keménységmérő gép, vagy más néven Brinell-durométer, egy robusztus és megbízható eszköz, amely a következő fő részekből áll:
- Terhelő mechanizmus: Ez a rendszer biztosítja a pontos és állandó terhelés felvitelét a behúzótestre. Régebbi gépeknél súlyok, karok és hidraulikus rendszerek, modernebbeknél zárt hurkú erőmérő cellák és motoros vezérlés garantálja a precizitást.
- Behúzótest (indenter): Ez a golyó, amely a tényleges behúzást végzi. Anyaga és átmérője kritikus.
- Mérőrendszer: A behúzás átmérőjének mérésére szolgáló optikai vagy digitális mikroszkóp.
- Asztal vagy satupad: A mintadarab stabil rögzítésére szolgál a mérés során.
Behúzótestek típusai
A Brinell-módszer két fő típusú behúzótestet alkalmaz:
- Edzett acélgolyó (HBS): Hagyományosan ez volt az elsődleges behúzótest. Alkalmazása 450 HB keménységig javasolt. Ezen érték felett az acélgolyó maga is deformálódhat, ami pontatlan eredményekhez vezet.
- Wolframkarbid golyó (HBW): A modernebb és elterjedtebb típus, amely lényegesen keményebb az acélnál. Ezért akár 650 HB vagy annál nagyobb keménységű anyagok mérésére is alkalmas, biztosítva, hogy a behúzótest ne deformálódjon a mérés során.
A behúzótest átmérője (D) is standardizált, a leggyakoribbak az 1 mm, 2.5 mm, 5 mm és 10 mm átmérőjű golyók. A választás az anyag keménységétől és a mintadarab vastagságától függ. Nagyobb golyóátmérő nagyobb terheléseket tesz lehetővé, ami a heterogén anyagoknál (pl. öntvények) előnyös, mivel átlagolja a helyi keménységkülönbségeket.
A vizsgálati terhelés (F)
A terhelés kiválasztása kulcsfontosságú a pontos Brinell-méréshez. A szabványok (pl. ISO 6506) meghatározzák a terhelési tényezőket (F/D²), amelyek biztosítják, hogy a behúzás geometriailag hasonló legyen, függetlenül a golyó átmérőjétől. Ez a terhelési tényező (más néven Brinell-állandó) biztosítja a mérések összehasonlíthatóságát. A leggyakoribb terhelési tényezők:
- 30: Acélok és öntvények számára (pl. 10 mm-es golyóhoz 3000 kgf, 5 mm-es golyóhoz 750 kgf).
- 15: Rézötvözetek, könnyűfémek.
- 10: Lágyabb rézötvözetek.
- 5: Alumínium és lágyfémek.
- 2.5: Nagyon lágy anyagok.
- 1: Ólom, ón és egyéb nagyon lágy anyagok.
A terhelés kiválasztásakor ügyelni kell arra, hogy a behúzás átmérője ($d$) a golyó átmérőjének ($D$) 0.24-szerese és 0.6-szerese közé essen. Ha a behúzás túl kicsi, a mérési hiba nagy lesz. Ha túl nagy, az anyag túlzottan deformálódik, és a képlet már nem alkalmazható pontosan. A terhelést általában kilogramm erőben (kgf) adják meg, de a modern szabványok a Newton (N) használatát is engedélyezik.
A vizsgálati idő (t)
A terhelést egy bizonyos ideig fenn kell tartani, hogy az anyagban a plasztikus deformáció teljesen végbemenjen, és a behúzás stabilizálódjon. A szabványos terhelési idő 10-15 másodperc a legtöbb fém esetében. Nagyon lágy anyagoknál, amelyek hajlamosak a kúszásra (creep), ez az időtartam meghosszabbítható 30 vagy akár 60 másodpercre is, hogy elkerüljük a behúzás méretének utólagos növekedését.
A mintadarab előkészítése
A mintadarab előkészítése kulcsfontosságú a pontos méréshez. A legfontosabb szempontok:
- Felületi tisztaság: A mérési felületnek tisztának, olaj-, zsír- és oxidréteg-mentesnek kell lennie.
- Síkság: A felületnek síknak és párhuzamosnak kell lennie a keménységmérő asztalával, hogy a terhelés egyenletesen oszoljon el.
- Vastagság: A mintadarab vastagságának legalább nyolcszorosának kell lennie a behúzás mélységének (h), vagy legalább háromszorosának a behúzás átmérőjének (d). Ez megakadályozza, hogy a behúzás hatása elérje az anyag alsó felületét, és torzítsa az eredményt.
- Távol a szélektől: A behúzások közötti távolságnak és a behúzás és a mintadarab széle közötti távolságnak legalább háromszorosának kell lennie a behúzás átmérőjének ($d$). Ez elkerüli a szélhatásokat és a behúzások kölcsönhatását.
A mérés menete lépésről lépésre
- Mintaelőkészítés: A mintadarabot a fent leírtak szerint előkészítik.
- Behúzótest és terhelés kiválasztása: Az anyag típusának és várható keménységének megfelelően kiválasztják a behúzótest átmérőjét ($D$) és az alkalmazandó terhelést ($F$). Győződjünk meg arról, hogy az $F/D^2$ arány megfelelő, és a várható behúzás átmérője a $0.24D$ és $0.6D$ tartományba esik.
- A mintadarab elhelyezése: A mintadarabot stabilan rögzítik a keménységmérő asztalán.
- A terhelés felvitele és tartása: A behúzótestet lassan ráhelyezik a mintadarab felületére, majd a kiválasztott terhelést felviszik és a meghatározott ideig (általában 10-15 másodperc) fenntartják. A terhelés felvitelének rázkódásmentesnek és egyenletesnek kell lennie.
- A terhelés eltávolítása: A terhelést lassan és óvatosan távolítják el.
- A behúzás átmérőjének mérése: A keletkezett behúzás átmérőjét egy optikai mérőmikroszkóp segítségével mérik le. Fontos, hogy legalább két, egymásra merőleges átmérőt mérjünk, és azok átlagát vegyük figyelembe, mivel a behúzás ritkán tökéletesen kör alakú. A modern gépeknél ez a folyamat gyakran automatizált, digitális képfeldolgozó rendszerekkel, amelyek objektíven, sokkal nagyobb pontossággal képesek meghatározni az átmérőt.
- A Brinell-szám kiszámítása: A mért átmérő ($d$) és az ismert $D$ és $F$ értékek felhasználásával kiszámítják a Brinell-keménységi számot a megfelelő képlettel vagy egy előre elkészített táblázat segítségével.
- Többszörös mérés és átlagolás: A megbízható eredmény érdekében általában több mérést végeznek (legalább hármat) különböző pontokon a mintadarabon, és az eredmények átlagát tekintik az anyag keménységének.
A Brinell-keménység számítása és az eredmények értelmezése

A Brinell-keménység mérése során a legfontosabb lépés a behúzás átmérőjének pontos meghatározása. Ebből az értékből, valamint az alkalmazott terhelésből és a behúzótest átmérőjéből számítjuk ki a végső Brinell-keménységi számot.
A Brinell-képlet részletesen
A Brinell-keménység (HB) alapvető definíciója az alkalmazott terhelés (F) és a behúzás felszínének (A) hányadosa. A gömbsüveg alakú behúzás felszíne a következőképpen számítható ki:
$A = \pi D h$
Ahol $D$ a golyó átmérője, és $h$ a behúzás mélysége. A behúzás mélysége ($h$) azonban nem közvetlenül mérhető, hanem a golyó átmérőjéből ($D$) és a behúzás átmérőjéből ($d$) vezethető le a Pitagorasz-tétel segítségével:
$h = \frac{D – \sqrt{D^2 – d^2}}{2}$
Ezt behelyettesítve az A képletébe, majd az HB képletébe kapjuk a Brinell-keménység teljes képletét:
$HB = \frac{F}{\pi D h} = \frac{2F}{\pi D (D – \sqrt{D^2 – d^2})}$
Ahol:
- $F$: Az alkalmazott terhelés Newtonban (N). Régebbi szabványok és műszerek gyakran kilogramm-erőben (kgf) adják meg a terhelést; ebben az esetben át kell számolni Newtonra (1 kgf ≈ 9.80665 N).
- $D$: A behúzótest golyó átmérője milliméterben (mm).
- $d$: A behúzás átmérője milliméterben (mm). Ez az érték az, amit a mikroszkóppal mérünk.
Ez a képlet biztosítja a Brinell-keménységi szám standardizált meghatározását. Fontos, hogy minden paramétert a megfelelő mértékegységben helyettesítsünk be a képletbe, hogy a HB érték mértékegysége N/mm² (MPa) legyen, bár a Brinell-skála hagyományosan dimenzió nélküli számként kezeli az értéket, csak a HB jelöléssel. A gyakorlatban azonban, a régi kgf/mm² dimenzióval is találkozhatunk, ami numerikusan megegyezik a modern N/mm² értékkel, ha a terhelést kgf-ben adjuk meg a képletben és nem számoljuk át Newtonra.
Egyszerűsített képletek és táblázatok használata
A gyakorlatban, különösen a manuális mérések idején, ritkán használták a teljes, bonyolult képletet. Ehelyett előre elkészített táblázatokat alkalmaztak. Ezek a táblázatok az adott golyóátmérő ($D$) és terhelés ($F$) kombinációhoz tartozó különböző behúzás átmérők ($d$) Brinell-keménységi értékeit tartalmazták. A modern digitális keménységmérőkbe beépített szoftverek automatikusan elvégzik a számítást, miután a felhasználó megadta a $D$ és $F$ értékeket, és a szoftver lemérte a $d$ értéket.
A Brinell-szám jelölése
A Brinell-keménységi számot nem csak egy puszta számmal adjuk meg, hanem egy standardizált jelöléssel, amely tartalmazza a méréshez használt paramétereket. Ez a jelölés kritikus az eredmények összehasonlíthatóságához és reprodukálhatóságához. A jelölés formája a következő:
HBW D/F/t
Ahol:
- HBW: A Brinell-keménység jelölése, ahol a W a wolframkarbid behúzótestre utal. Ha acélgolyót használtak, akkor HBS jelölést alkalmazunk.
- D: A behúzótest golyó átmérője milliméterben (mm).
- F: Az alkalmazott terhelés kilogramm-erőben (kgf). Egyes újabb szabványok Newtonban (N) is megengedik a jelölést, ekkor az F értéke Newtonban értendő.
- t: A terhelési idő másodpercben (s). Ha a terhelési idő standard (10-15 s), akkor gyakran elhagyható a jelölésből.
Példák:
- 200 HBW 10/3000/15: 200 Brinell-keménység wolframkarbid golyóval, 10 mm átmérőjű golyóval, 3000 kgf terheléssel, 15 másodpercig tartva.
- 150 HBS 5/750: 150 Brinell-keménység acélgolyóval, 5 mm átmérőjű golyóval, 750 kgf terheléssel (standard terhelési idő feltételezve).
A skála: miért nem lineáris?
A Brinell-skála nem lineáris, ami azt jelenti, hogy az azonos mértékű behúzás-átmérő változás nem feltétlenül jelent azonos keménységváltozást a skála különböző pontjain. Ez annak köszönhető, hogy a képletben a behúzás felülete, nem pedig a behúzás átmérője szerepel közvetlenül a nevezőben, és a behúzás mélysége nem lineárisan arányos az átmérővel. A képletben szereplő négyzetgyökös kifejezés is hozzájárul ehhez a nem-linearitáshoz. Ezen kívül, a különböző anyagok eltérő rugalmas és plasztikus tulajdonságai is befolyásolják a behúzás geometriáját és a keménységi számot.
Átváltások más keménységskálákra
Gyakran felmerül az igény, hogy a Brinell-keménységi értékeket más keménységskálákra (pl. Rockwell, Vickers) váltsuk át. Fontos megérteni, hogy ezek az átváltások soha nem teljesen pontosak, mivel a különböző módszerek eltérő behúzótesteket, terheléseket és mérési elveket alkalmaznak, így másképp érzékenyek az anyag különböző tulajdonságaira. Az átváltások általában empirikus táblázatokon vagy konverziós görbéken alapulnak, amelyek csak hasonló anyagok és keménységi tartományok esetén adnak elfogadható közelítést. Különösen nagy eltérések lehetnek, ha az anyag szerkezete vagy kémiai összetétele jelentősen eltér az átváltási táblázat alapjául szolgáló anyagtól. Ezért, ahol csak lehetséges, mindig az adott módszerrel kell elvégezni a mérést, és az átváltásokat csak tájékoztató jelleggel szabad használni.
Tényezők, amelyek befolyásolják a Brinell-mérés pontosságát
A Brinell-keménységmérés, bár robusztus és megbízható, számos tényezőre érzékeny, amelyek befolyásolhatják az eredmények pontosságát és reprodukálhatóságát. Ezeknek a tényezőknek az ismerete és megfelelő kezelése elengedhetetlen a megbízható minőségellenőrzéshez.
Mintafelület minősége
A behúzásos keménységmérések alapvető követelménye a sima és tiszta mintafelület. A durva, oxidált, szennyezett vagy egyenetlen felület drámaian torzíthatja az eredményeket. A felületi érdesség miatt a behúzás szélei nem lesznek élesek, ami megnehezíti a pontos átmérőmérést. Az oxidrétegek vagy bevonatok pedig eltérő keménységűek lehetnek, mint az alapanyag, így hamis értéket adhatnak. Ezért a mintadarabot gondosan elő kell készíteni, csiszolással és polírozással, amíg tükörsima és szennyeződésmentes felületet nem kapunk a mérési ponton.
Behúzótest kopása, deformációja
A behúzótest, különösen az acélgolyó, idővel kophat vagy deformálódhat, különösen ha kemény anyagokat mérnek vele. Egy kopott vagy nem tökéletesen gömb alakú behúzótest hibás behúzást fog létrehozni, ami pontatlan keménységi számhoz vezet. A wolframkarbid golyók lényegesen ellenállóbbak, de még ezek is károsodhatnak ütések vagy extrém terhelések hatására. Ezért a behúzótestek rendszeres ellenőrzése és szükség szerinti cseréje elengedhetetlen. A szabványok előírják a behúzótestek minőségére vonatkozó követelményeket és az ellenőrzés gyakoriságát.
Terhelési idő
A terhelési idő, ameddig a golyót az anyagon tartják, befolyásolja a plasztikus deformáció mértékét. Ha az idő túl rövid, az anyag nem deformálódik teljesen, és a behúzás kisebb lesz, ami magasabb Brinell-értéket eredményez. Ha az idő túl hosszú, különösen lágy anyagok esetén (kúszás), a behúzás tovább nőhet, alacsonyabb értéket adva. A szabványos 10-15 másodperces időtartam a legtöbb fém esetében megfelelő, de speciális anyagoknál (pl. lágy fémek, polimerek) ettől eltérő időtartamot is alkalmazhatnak, amit fel kell tüntetni a jelölésben.
A behúzás átmérőjének mérési pontossága
Ez az egyik legkritikusabb pont a Brinell-mérésben. A behúzás átmérőjének leolvasása, különösen manuális mikroszkóppal, szubjektív tényezőket hordozhat. A behúzás szélei nem mindig élesek, és a kezelő látása, tapasztalata befolyásolhatja az eredményt. A modernebb, digitális mérőmikroszkópok és automata képfeldolgozó rendszerek jelentősen csökkentik ezt a szubjektív hibát, mivel objektíven, algoritmusok segítségével határozzák meg az átmérőt, nagyobb pontossággal és reprodukálhatósággal. Fontos, hogy legalább két, egymásra merőleges átmérőt mérjünk, és azok átlagát vegyük figyelembe.
Mérési hibák, kezelői szubjektivitás
A kezelő hibái, mint például a nem megfelelő mintaelőkészítés, a rossz behúzótest/terhelés kombináció kiválasztása, vagy a behúzás hibás leolvasása mind befolyásolhatják az eredményt. A tréning és a tapasztalat elengedhetetlen a pontos mérésekhez. Az automatizált rendszerek csökkentik a kezelői szubjektivitást, de a helyes beállítások és a rendszeres kalibrálás továbbra is a kezelő felelőssége.
A mintadarab vastagsága és a behúzás távolsága a szélektől
Ahogy korábban említettük, a mintadarab vastagságának és a behúzás szélektől való távolságának meg kell felelnie a szabványos előírásoknak. Ha a mintadarab túl vékony, a behúzás hatása elérheti az anyag alsó felületét, ami a keménység mesterséges növekedését eredményezheti (ún. „anvil effect”). Hasonlóképpen, ha a behúzás túl közel van a mintadarab széléhez vagy egy másik behúzáshoz, az anyag oldalirányú deformációja befolyásolhatja a mérést. A szabványos 3d távolság a szélektől és behúzások között, valamint a 8h minimális mintavastagság betartása kritikus a megbízható eredményekhez.
A keménységmérő berendezés kalibrálása
Mint minden mérőeszköz, a Brinell-keménységmérő berendezés is rendszeres kalibrálást igényel. Ez magában foglalja a terhelés pontosságának, a behúzótest méreteinek és a mérőmikroszkóp pontosságának ellenőrzését. A kalibrálást hitelesített etalon keménységblokkokon végzik, és a nemzetközi szabványok (pl. ISO 6506-2) részletesen előírják a kalibrálási eljárásokat és gyakoriságot. Egy nem kalibrált gép megbízhatatlan eredményeket fog produkálni, ami súlyos következményekkel járhat a termék minőségére nézve.
A Brinell-keménység alkalmazási területei és jelentősége a gyakorlatban
A Brinell-keménységmérés széles körben elterjedt, és számos iparágban alapvető fontosságú a minőségellenőrzés, az anyagválasztás és a gyártástechnológia szempontjából. Robusztussága és a viszonylag nagy behúzás miatt különösen alkalmas bizonyos anyagtípusok és alkalmazások esetén.
Anyagválasztás és tervezés
A mérnökök és tervezők számára a keménységi adatok az egyik elsődleges információforrást jelentik egy anyag mechanikai tulajdonságairól. A Brinell-keménység különösen jól alkalmazható a következő anyagok jellemzésére:
- Öntvények: Vasöntvények (szürkeöntvény, gömbgrafitos öntvény) és acélöntvények, amelyek gyakran heterogén szerkezetűek, és nagyobb szemcsékkel rendelkeznek. A Brinell-módszer nagy behúzása átlagolja a helyi keménységkülönbségeket, reprezentatívabb értéket adva.
- Kovácsolt anyagok: Különböző acélok és ötvözetek, amelyek kovácsolás után eltérő keménységgel rendelkezhetnek a keresztmetszetben.
- Nagyobb szemcseszerkezetű fémek: Ahol a mikrokeménységmérés nem adna reprezentatív képet.
- Lágyabb és közepesen kemény anyagok: Alumíniumötvözetek, rézötvözetek, bizonyos lágyacélok. Nagyon kemény anyagokhoz (pl. edzett acélok) gyakran a Vickers vagy Rockwell módszert részesítik előnyben, vagy wolframkarbid behúzótestet használnak Brinell-méréshez.
Az anyagválasztás során a Brinell-keménység segít eldönteni, hogy egy adott anyag képes-e ellenállni a tervezett terheléseknek, kopásnak és deformációnak az adott alkalmazási környezetben. A gépjárműiparban például motorblokkok, hajtóműházak, tengelyek és egyéb alkatrészek anyagának kiválasztásánál alapvető adat a Brinell-keménység.
Minőségellenőrzés
A gyártási folyamat minden szakaszában elengedhetetlen a minőségellenőrzés. A Brinell-módszer hatékony eszköz a:
- Nyersanyagok ellenőrzésére: Annak biztosítására, hogy a beérkező alapanyagok megfeleljenek a specifikációknak.
- Félkésztermékek vizsgálatára: Például hőkezelési folyamatok után, hogy ellenőrizzék a kívánt keménység elérését.
- Késztermékek ellenőrzésére: A végtermék minőségének és megbízhatóságának garantálására.
Egy nem megfelelő keménységű alkatrész idő előtti meghibásodáshoz vezethet, ami komoly gazdasági károkat és biztonsági kockázatokat jelent. A Brinell-mérés gyorsan és viszonylag egyszerűen ad visszajelzést a gyártási paraméterekről, lehetővé téve a korrekciókat.
Gyártástechnológia
A gyártástechnológiai folyamatok, mint például a hőkezelés (edzés, lágyítás, nemesítés) vagy a hegesztés, jelentősen befolyásolják az anyag mechanikai tulajdonságait, beleértve a keménységet is. A Brinell-keménységmérés segítségével:
- Ellenőrizhető a hőkezelés hatékonysága: A hőkezelés utáni keménységi értékek összehasonlításával megállapítható, hogy a kívánt keménység elérésre került-e.
- Vizsgálhatók a hegesztési varratok és hőhatásövezetek (HAZ): A hegesztés során az anyag szerkezete és keménysége drasztikusan megváltozhat. A Brinell-módszerrel ellenőrizhető a varrat és annak környezetének keménysége, ami kritikus a hegesztett kötések integritása szempontjából.
Kopásállóság becslése
A Brinell-keménység szoros összefüggésben áll az anyag kopásállóságával. Általánosságban elmondható, hogy minél keményebb egy anyag, annál ellenállóbb a kopással szemben. Bár a kopás egy összetett jelenség, amelyet számos tényező befolyásol, a keménységi adatok jó kiindulópontot jelentenek a kopásállóság előzetes becsléséhez. Ez különösen fontos olyan alkalmazásoknál, ahol az alkatrészek súrlódásnak és kopásnak vannak kitéve, mint például csapágyak, fogaskerekek vagy szerszámok.
Korreláció a szakítószilárdsággal
A Brinell-keménység egyik legfontosabb gyakorlati előnye, hogy sok fém esetében jó korrelációt mutat a szakítószilárdsággal (Rm). Ez azt jelenti, hogy a Brinell-keménységi értékből viszonylag pontosan becsülhető az anyag szakítószilárdsága, anélkül, hogy roncsoló szakítópróbát kellene végezni. Ez különösen előnyös nagy, komplex vagy drága alkatrészek esetén, ahol a roncsolásos vizsgálat nem megengedett. Az empirikus összefüggés általában a következő formában írható le:
$R_m \approx c \cdot HB$
Ahol $c$ egy anyagtól függő állandó (általában 3.0 és 3.5 között acélok esetén). Például, acéloknál gyakran használják az $R_m \approx 3.4 \cdot HB$ közelítést. Fontos azonban megjegyezni, hogy ez egy közelítés, és csak bizonyos anyagtípusokra és keménységi tartományokra érvényes, ezért óvatosan kell alkalmazni.
Ipari alkalmazások
A Brinell-módszert széles körben alkalmazzák a következő iparágakban:
- Fémipar és kohászat: Öntvények, ötvözetek, hengerelt termékek keménységének ellenőrzése.
- Gépipar: Gépalkatrészek, tengelyek, csapágyházak, fogaskerekek minőségellenőrzése.
- Autóipar: Motorblokkok, hengerfejek, főtengelyek, futómű alkatrészek vizsgálata.
- Építőipar: Acélszerkezetek, vasbeton elemekben használt acélbetétek anyagtulajdonságainak ellenőrzése.
- Hajógyártás és nehézipar: Nagyméretű alkatrészek, öntvények és hegesztett szerkezetek vizsgálata.
A Brinell-keménységmérés tehát nem csupán egy laboratóriumi eljárás, hanem egy alapvető ipari eszköz, amely hozzájárul a termékek biztonságához, megbízhatóságához és hosszú élettartamához.
Előnyök és hátrányok más keménységmérési módszerekkel szemben
A Brinell-keménységmérésnek, mint minden vizsgálati módszernek, megvannak a maga specifikus előnyei és hátrányai. Ezek ismerete segít eldönteni, hogy egy adott alkalmazáshoz ez a módszer-e a legmegfelelőbb, vagy más eljárás (pl. Vickers, Rockwell) hatékonyabb lenne.
Előnyök
- Robusztusság és egyszerűség: A Brinell-módszer viszonylag egyszerű elven alapul, és a berendezések robusztusak, ellenállóak az ipari környezetben. A kezelés elsajátítása is viszonylag gyors.
- Nagy behúzás átlagolása: A Brinell-mérés során keletkező viszonylag nagy behúzás (a golyóátmérő akár 60%-a) különösen előnyös heterogén anyagok, például öntvények vagy durva szemcseszerkezetű anyagok esetén. Mivel a behúzás több szemcsét is érint, az eredmény jobban átlagolja a helyi keménységkülönbségeket, reprezentatívabb értéket adva az anyag egészére nézve.
- Széles terhelési tartomány: A Brinell-módszer széles terhelési és golyóátmérő-választékot kínál, ami rugalmassá teszi a különböző keménységű és típusú anyagok vizsgálatában.
- Jó korreláció a szakítószilárdsággal: Ahogy már említettük, a Brinell-keménység sok fém esetében szoros összefüggést mutat a szakítószilárdsággal (Rm), ami lehetővé teszi a szakítószilárdság roncsolásmentes becslését. Ez jelentős idő- és költségmegtakarítást jelenthet.
- Szabványosítás: A Brinell-módszer nemzetközi szabványok (pl. ISO 6506, ASTM E10) által szigorúan szabályozott, ami biztosítja az eredmények összehasonlíthatóságát világszerte.
- Alkalmas anyagok: Ideális közepesen kemény és lágy fémekhez, mint például acélok, öntöttvasak, alumínium- és rézötvözetek.
Hátrányok
- Roncsolásos módszer: A Brinell-mérés egy roncsolásos eljárás, amely látható behúzást hagy a mintadarabon. Ez azt jelenti, hogy nem alkalmazható olyan késztermékeken, ahol a felület integritását meg kell őrizni. Esztétikai vagy funkcionális okokból gyakran szükség van a behúzás eltávolítására, ami további megmunkálást igényel.
- Nem alkalmas vékony rétegekre/felületekre: A Brinell-behúzás viszonylag mély, ezért nem alkalmas vékony anyagok, felületi rétegek (pl. nitridált, karbonitridált rétegek) vagy bevonatok keménységének mérésére. Ezekhez a Vickers vagy a Knoop mikrokeménységmérés alkalmasabb.
- Nem ideális nagyon lágy anyagokhoz: Bár léteznek alacsony terhelésű Brinell-mérések, nagyon lágy anyagok (pl. ólom, ón) esetén a behúzás túlságosan nagy lehet, ami torzíthatja az eredményt vagy túl nagy felületet károsíthat.
- Nem ideális nagyon kemény anyagokhoz: Bár a wolframkarbid golyók lehetővé teszik a keményebb anyagok mérését, extrém keménységű anyagok (pl. kerámiák, edzett szerszámacélok nagyon magas keménységgel) esetén a behúzótest is károsodhat, vagy a behúzás túl kicsi lehet a pontos méréshez. Ezekhez a Vickers-módszer a preferált.
- Viszonylag lassú: A mérés előkészítése, a terhelési idő, és különösen a behúzás manuális leolvasása időigényes lehet, különösen a modern, automatizált Vickers- vagy Rockwell-mérésekhez képest.
- Pontosság függ a mérés precizitásától: A behúzás átmérőjének pontos leolvasása kritikus. A manuális mérés szubjektív hibákat hordozhat, bár a digitális rendszerek csökkentik ezt a problémát.
- Mérési tartomány korlátai: Bár széles a terhelési tartomány, az anyag keménységétől függően az $F/D^2$ arányt és a $d/D$ arányt szigorúan be kell tartani, ami korlátozhatja a választható paramétereket.
Összefoglalva, a Brinell-keménységmérés kiváló választás olyan ipari alkalmazásokhoz, ahol robusztus, megbízható mérésre van szükség nagyobb, heterogén anyagokon, és a roncsolásos jelleg elfogadható. Azonban vékony rétegek, nagyon kemény vagy nagyon lágy anyagok, illetve nagy pontosságot igénylő mérések esetén más módszerek, mint például a Vickers vagy a Rockwell, előnyösebbek lehetnek.
A Brinell-keménység szabványai
A Brinell-keménységmérés megbízhatóságának és az eredmények globális összehasonlíthatóságának alapja a szigorú szabványosítás. A nemzetközi szabványok részletesen meghatározzák a vizsgálati eljárás minden aspektusát, a berendezések követelményeitől kezdve a mintaelőkészítésen át a számítási és jelölési módokig.
„A Brinell-keménységmérés szabványai garantálják, hogy a világ bármely pontján elvégzett vizsgálat eredménye azonos feltételek mellett reprodukálható és összehasonlítható legyen, ami elengedhetetlen a globális kereskedelemben és gyártásban.”
A két legfontosabb nemzetközi szabvány, amely a Brinell-keménységméréssel foglalkozik, az ISO 6506 sorozat és az ASTM E10.
ISO 6506 szabványsorozat
Az International Organization for Standardization (ISO) által kiadott ISO 6506 szabványsorozat a Brinell-keménységmérésre vonatkozó globális referencia. Ez a sorozat több részből áll, amelyek a módszer különböző aspektusait fedik le:
- ISO 6506-1: Fémek Brinell-keménységének vizsgálata – 1. rész: Vizsgálati módszer. Ez a legfontosabb rész, amely részletesen leírja a Brinell-keménységmérési eljárást, beleértve a behúzótestek típusait, a terhelési tartományokat, a mintadarab előkészítését, a mérés menetét, a behúzás átmérőjének mérését és a Brinell-szám kiszámítását. Meghatározza a terhelés és a golyóátmérő közötti arányokat ($F/D^2$) különböző anyagtípusokhoz, és rögzíti a behúzás elfogadható átmérőjének határait ($0.24D \le d \le 0.6D$).
- ISO 6506-2: Fémek Brinell-keménységének vizsgálata – 2. rész: A keménységmérő gépek ellenőrzése és kalibrálása. Ez a rész a keménységmérő berendezések rendszeres ellenőrzésének és kalibrálásának követelményeit írja elő. Részletezi, hogyan kell ellenőrizni a terhelés pontosságát, a behúzótest geometriáját, a mérőrendszer pontosságát, és hogyan kell használni a hitelesített referencia keménységblokkokat. Ez a rész kritikus a mérési eredmények megbízhatóságának és nyomon követhetőségének biztosításához.
- ISO 6506-3: Fémek Brinell-keménységének vizsgálata – 3. rész: Referencia keménységblokkok kalibrálása. Ez a szabvány a referencia keménységblokkok gyártási és kalibrálási eljárásait írja le. Ezek a blokkok elengedhetetlenek a keménységmérő gépek kalibrálásához és ellenőrzéséhez.
- ISO 6506-4: Fémek Brinell-keménységének vizsgálata – 4. rész: Keménységi értékek táblázatai. Ez a rész azokat a táblázatokat tartalmazza, amelyek a különböző $D$, $F$ és $d$ kombinációkhoz tartozó Brinell-keménységi értékeket adják meg, megkönnyítve a számítást.
ASTM E10 szabvány
Az American Society for Testing and Materials (ASTM) által kiadott ASTM E10 „Standard Test Method for Brinell Hardness of Metallic Materials” az észak-amerikai és sok más országban elterjedt szabvány a Brinell-keménységmérésre. Bár az ASTM E10 és az ISO 6506 között vannak kisebb különbségek a részletekben (pl. terhelési idők, toleranciák), a két szabvány alapvetően ugyanazt az elvet és eljárást követi, és az eredmények általában összehasonlíthatók. Az ASTM E10 szintén részletesen kitér a vizsgálati eljárásra, a berendezésekre, a kalibrálásra és a jelentéstételre.
A szabványok szerepe a megbízhatóságban és összehasonlíthatóságban
A Brinell-keménységmérésre vonatkozó szabványok betartása több szempontból is létfontosságú:
- Mérési megbízhatóság: A szabványok garantálják, hogy a mérést pontosan, reprodukálhatóan és a tudományosan megalapozott elvek szerint végzik el.
- Eredmények összehasonlíthatósága: Lehetővé teszi, hogy különböző laboratóriumokban vagy gyártóknál végzett mérések eredményei összehasonlíthatók legyenek, függetlenül attól, hogy hol és mikor végezték a vizsgálatot. Ez kritikus a globális ellátási láncokban és a nemzetközi kereskedelemben.
- Minőségbiztosítás: A szabványok betartása alapvető a minőségbiztosítási rendszerek (pl. ISO 9001) működtetéséhez, és a termékek megfelelőségének igazolásához.
- Jogviták elkerülése: Egy esetleges anyaghiba vagy minőségi vita esetén a szabványosított mérési eljárások és eredmények szolgálnak alapul a tények tisztázásához.
A szabványok tehát nem csupán technikai dokumentumok, hanem a modern ipari termelés és minőségellenőrzés alapvető pillérei. Minden Brinell-keménységmérést végző szakembernek ismernie és alkalmaznia kell a vonatkozó nemzeti és nemzetközi szabványokat.
Brinell-keménység és egyéb anyagtulajdonságok kapcsolata
Az anyagok mechanikai tulajdonságai ritkán állnak önmagukban; gyakran szoros összefüggésben vannak egymással. A Brinell-keménység sem kivétel, és számos más anyagtulajdonsággal mutat korrelációt, amelyek megértése elengedhetetlen az anyagok viselkedésének teljes körű megértéséhez és a mérnöki alkalmazásokhoz.
Szakítószilárdság (Rm) – empirikus összefüggések
Ahogy már érintettük, a Brinell-keménység és a szakítószilárdság (Rm) közötti kapcsolat az egyik legfontosabb és leggyakrabban használt korreláció. A szakítószilárdság egy anyag maximális feszültségét jelöli, amelyet szakítási terhelés alatt képes elviselni, mielőtt eltörik. Mivel a Brinell-keménység a plasztikus deformációval szembeni ellenállást méri, és a szakítószilárdság is az anyag deformációval szembeni ellenállását tükrözi, logikus, hogy összefüggés van közöttük.
Számos fém, különösen az acélok esetében, empirikus összefüggéseket dolgoztak ki, amelyek lehetővé teszik a szakítószilárdság becslését a Brinell-keménységből. A leggyakoribb közelítés a következő:
$R_m \approx c \cdot HB$
Ahol $c$ egy anyagtól függő állandó. Acélok esetén ez az állandó jellemzően 3.0 és 3.5 között mozog, és az érték függ az acél típusától és hőkezelési állapotától. Például, alacsony széntartalmú acéloknál a $c$ érték közelebb van a 3.0-hoz, míg magas széntartalmú, edzett acéloknál inkább a 3.5-höz. Egy gyakran használt átlagos érték acélokhoz a 3.4.
Példa: Ha egy acél Brinell-keménysége 200 HB, akkor a becsült szakítószilárdsága $R_m \approx 3.4 \cdot 200 = 680 \text{ MPa}$.
Fontos hangsúlyozni, hogy ez egy becslés, és nem helyettesítheti a tényleges szakítópróbát, ha pontos szakítószilárdsági adatokra van szükség. Azonban a minőségellenőrzésben, ahol gyors és roncsolásmentes (vagy minimálisan roncsoló) ellenőrzésre van szükség, ez az összefüggés felbecsülhetetlen értékű. Lehetővé teszi, hogy nagy mennyiségű anyagon ellenőrizzék a szakítószilárdságot anélkül, hogy minden darabot el kellene pusztítani.
Kopásállóság
A keménység és a kopásállóság közötti kapcsolat intuitívan is érthető: egy keményebb anyag általában jobban ellenáll a kopásnak, mint egy lágyabb. Ez különösen igaz az abrazív (koptató) kopás esetében, ahol az anyag felületét kemény részecskék karcolják vagy erodálják. A Brinell-keménység tehát jó indikátora lehet egy anyag kopásállóságának, bár a kopás egy rendkívül komplex mechanizmus, amelyet számos tényező befolyásol (pl. felületi érdesség, kenés, terhelés típusa, kopópartner anyaga).
Olyan alkatrészek tervezésénél, amelyek súrlódásnak és kopásnak vannak kitéve (pl. csapágyak, fogaskerekek, szerszámok, tengelyek), a megfelelő Brinell-keménység biztosítása kulcsfontosságú a hosszú élettartam és a megbízható működés szempontjából.
Szívósság
A szívósság egy anyag energiaelnyelő képességét jelöli a törésig. Általában egy fordított kapcsolat van a keménység és a szívósság között: a nagyon kemény anyagok gyakran ridegebbek (kevésbé szívósak), míg a lágyabb anyagok általában szívósabbak. Ez a kompromisszum a legtöbb fém esetében megfigyelhető. A hőkezelési eljárások célja gyakran az optimális keménység-szívósság kombináció elérése az adott alkalmazáshoz. A Brinell-keménységmérés segíthet nyomon követni, hogy a hőkezelés során a kívánt egyensúly létrejött-e.
Hőkezelés hatása a keménységre
A fémek hőkezelése (pl. edzés, nemesítés, lágyítás, izzítás) alapvetően megváltoztatja azok mikroszerkezetét és ezáltal mechanikai tulajdonságait, különösen a keménységét. A Brinell-keménységmérés a hőkezelési folyamatok egyik legfontosabb ellenőrző eszköze:
- Edzés: Az edzés célja a keménység növelése. Az edzés utáni Brinell-érték ellenőrzése létfontosságú annak megállapításához, hogy a kívánt keménységű martenzites szerkezet kialakult-e.
- Nemesítés: Az edzést követő megeresztés célja a ridegség csökkentése a szívósság növelésével, miközben a keménység egy elfogadható szinten marad. A Brinell-méréssel nyomon követhető a megeresztés hatása a keménységre.
- Lágyítás: A lágyítás célja a keménység csökkentése és az anyag megmunkálhatóságának javítása. A Brinell-méréssel ellenőrizhető a lágyítás hatékonysága.
A Brinell-keménység tehát nem csak egy statikus anyagtulajdonság, hanem egy dinamikus paraméter, amely a gyártási folyamatok, különösen a hőkezelés során bekövetkező változásokat is tükrözi. A Brinell-mérések segítségével a mérnökök optimalizálhatják a hőkezelési paramétereket, hogy elérjék a kívánt mechanikai tulajdonságokat.
Gyakori hibák és buktatók a Brinell-mérés során
A Brinell-keménységmérés, bár látszólag egyszerű, számos ponton hibalehetőségeket rejt. A megbízható és pontos eredmények eléréséhez elengedhetetlen a potenciális buktatók ismerete és elkerülése.
Rossz mintaelőkészítés
Ez az egyik leggyakoribb hibaforrás. Egy nem megfelelően előkészített mintafelület (durva, oxidált, szennyezett, nem sík) közvetlenül befolyásolja a behúzás geometriáját és a mérési pontosságot. A felületi érdesség miatt a behúzás szélei elmosódottak lehetnek, ami megnehezíti a pontos átmérőmérést. Az oxidrétegek, festék- vagy olajmaradványok pedig befolyásolhatják a behúzótest és a minta közötti súrlódást, és hamis keménységi értékeket eredményezhetnek. Mindig biztosítani kell a tiszta, sima és sík mérési felületet.
Nem megfelelő behúzótest/terhelés kombináció
A szabványok szigorúan előírják a behúzótest átmérője ($D$) és az alkalmazott terhelés ($F$) közötti arányokat ($F/D^2$), valamint a behúzás átmérőjének ($d$) a golyóátmérőhöz ($D$) viszonyított optimális tartományát ($0.24D \le d \le 0.6D$).
- Ha a terhelés túl kicsi vagy a golyó túl nagy, a behúzás túl kicsi lesz, és a mérési hiba aránya nő.
- Ha a terhelés túl nagy vagy a golyó túl kicsi, a behúzás túl nagyra nőhet, ami az anyag túlzott deformációjához vezet, és a képlet már nem ad pontos eredményt.
- Acélgolyó használata túl kemény anyagokhoz (450 HB felett) a behúzótest deformációjához vezet, ami alacsonyabb, hibás keménységi értéket eredményez. Mindig a megfelelő behúzótest anyagot (acél vagy wolframkarbid) és méretet kell választani.
Helytelen mérési pont kiválasztása
A Brinell-behúzás hatása kiterjed a behúzás körüli anyagra is. Ezért fontos, hogy a behúzások közötti távolság, valamint a behúzás és a mintadarab széle közötti távolság elegendő legyen. A szabványok előírják, hogy ez a távolság legalább háromszorosa legyen a behúzás átmérőjének ($3d$). Ha a behúzás túl közel van a szélhez vagy egy másik behúzáshoz, az anyag már deformált állapotban van, ami torzítja az eredményt.
A behúzás átmérőjének hibás leolvasása
Ez a manuális mérések egyik legnagyobb buktatója. A behúzás szélei nem mindig tökéletesen élesek, különösen durvább felületű vagy heterogén anyagok esetén. A kezelő szubjektív megítélése, a világítás, a mikroszkóp beállítása mind befolyásolhatja a leolvasást. Fontos, hogy legalább két, egymásra merőleges átmérőt mérjünk, és azok átlagát vegyük figyelembe. A digitális képfeldolgozó rendszerek jelentősen csökkentik ezt a hibalehetőséget, mivel objektíven és precízebben határozzák meg az átmérőt.
A berendezés kalibrálásának hiánya vagy nem megfelelő kalibrálása
Egy nem kalibrált keménységmérő gép megbízhatatlan eredményeket fog produkálni. A terhelő mechanizmus, a behúzótest és a mérőrendszer pontosságát rendszeresen ellenőrizni és kalibrálni kell hitelesített referencia keménységblokkokon. A kalibrálási intervallumok és eljárások a vonatkozó szabványok (pl. ISO 6506-2) szerint vannak meghatározva. A rendszeres karbantartás és kalibrálás elengedhetetlen a mérési pontosság fenntartásához.
Környezeti tényezők
Bár a Brinell-módszer robusztus, extrém környezeti tényezők, mint például a rezgés vagy a hőmérséklet-ingadozás, befolyásolhatják a mérés pontosságát. A rezgés instabillá teheti a mintadarabot a terhelés felvitelekor, míg a jelentős hőmérséklet-változások befolyásolhatják a gép és a mintadarab méreteit, ami pontatlan eredményekhez vezethet. A mérést stabil, kontrollált környezetben kell végezni.
A terhelési idő be nem tartása
A terhelési idő betartása kritikus, különösen lágyabb anyagoknál, amelyek hajlamosak a kúszásra (creep). Ha a terhelést túl rövid ideig tartják fenn, a plasztikus deformáció nem fejeződik be teljesen, és a keménység értéke magasabbnak tűnik. Ha túl hosszú ideig tartják fenn, a behúzás mérete tovább nőhet, ami alacsonyabb értéket eredményez. Mindig a szabványban előírt vagy az anyaghoz optimalizált terhelési időt kell alkalmazni.
Ezen gyakori hibák elkerülésével, a szabványos eljárások szigorú betartásával és a megfelelő képzéssel a Brinell-keménységmérés rendkívül pontos és megbízható eredményeket szolgáltathat, amelyek alapvető fontosságúak az anyagtudományban és az ipari minőségellenőrzésben.
A Brinell-keménységmérés jövője és fejlődése
A Brinell-keménységmérés, mint a legrégebbi szabványosított behúzásos módszer, több mint egy évszázados múltra tekint vissza. Bár az alapelvei változatlanok maradtak, a technológia folyamatosan fejlődik, hogy még pontosabbá, gyorsabbá és felhasználóbarátabbá tegye ezt a létfontosságú vizsgálati eljárást.
Automatizált rendszerek
A jövő egyik legjelentősebb iránya az automatizálás. A modern Brinell-keménységmérő gépek egyre inkább automatizált funkciókkal rendelkeznek, amelyek minimálisra csökkentik a kezelői beavatkozást és a szubjektív hibákat. Ezek a rendszerek képesek a mintadarab automatikus behelyezésére, a behúzási pontok kiválasztására, a terhelés felvitelére és eltávolítására, valamint a behúzás átmérőjének automatikus mérésére és a keménységi szám kiszámítására.
Az automatizált rendszerek előnyei nyilvánvalóak: növelik a mérési sebességet, javítják a reprodukálhatóságot és csökkentik a kezelői fáradtságból eredő hibákat. Különösen nagy sorozatgyártásban, ahol nagyszámú mintadarabot kell gyorsan és megbízhatóan vizsgálni, az automatizált Brinell-mérők nélkülözhetetlenek.
Digitális képfeldolgozás
A behúzás átmérőjének mérése hagyományosan optikai mikroszkóppal történt, ami jelentős szubjektív tényezőt vitt a folyamatba. A digitális technológia fejlődésével azonban a digitális képfeldolgozás vált az ipari standarddá. A modern Brinell-mérők beépített kamerákkal és nagy felbontású optikával rendelkeznek, amelyek valós időben rögzítik a behúzás képét. Ezután speciális szoftverek, fejlett algoritmusok segítségével elemzik a képet, és automatikusan meghatározzák a behúzás átmérőjét, sokkal nagyobb pontossággal és objektivitással, mint a manuális leolvasás.
Ez a technológia lehetővé teszi a behúzás geometriájának részletes elemzését is, beleértve az esetleges torzulásokat, amelyek további információkat szolgáltathatnak az anyag tulajdonságairól. A digitális rögzítés és archiválás megkönnyíti a dokumentációt és az eredmények nyomon követését.
Szoftveres támogatás
A modern keménységmérő rendszerekhez fejlett szoftveres támogatás tartozik. Ezek a szoftverek nemcsak a mérés automatizálását és az adatok feldolgozását végzik, hanem számos további funkciót is kínálnak:
- Adatbázisok kezelése: A mérési eredmények tárolása, rendszerezése és visszakeresése.
- Statisztikai elemzések: Átlagok, szórások, minőségi kontroll diagramok generálása.
- Jelentéskészítés: Automatikus jegyzőkönyvek és jelentések generálása a szabványos formátumoknak megfelelően.
- Átváltások: Keménységi értékek átváltása más skálákra (bár ezek továbbra is becslések maradnak).
- Kalibrálási emlékeztetők és naplók: Segítik a berendezés kalibrálási állapotának nyomon követését.
Ezek a szoftveres megoldások integrálhatók nagyobb minőségirányítási rendszerekbe (pl. LIMS – Laboratóriumi Információkezelő Rendszer), ami tovább növeli a hatékonyságot és a nyomon követhetőséget.
Robotika integrációja
A még magasabb szintű automatizálás érdekében a Brinell-keménységmérést egyre inkább robotikai rendszerekbe integrálják. Robotkarok végzik a mintadarabok mozgatását, behelyezését a mérőgépbe és eltávolítását. Ez különösen veszélyes vagy nagyméretű mintadarabok esetén jelent előnyt, valamint olyan gyártósorokon, ahol a folyamatos, emberi beavatkozás nélküli minőségellenőrzés a cél. A robotizált rendszerek képesek 24/7 üzemmódban dolgozni, maximalizálva a termelékenységet.
A technológia folyamatos finomítása
A kutatás és fejlesztés folyamatosan zajlik a Brinell-keménységmérés területén is. Ez magában foglalja a behúzótestek anyagainak és geometriájának optimalizálását, a terhelő mechanizmusok pontosságának növelését, valamint a mérési eljárások finomítását a még szélesebb anyagtartományok lefedése érdekében. Cél a mérési bizonytalanság csökkentése és a módszer alkalmazhatóságának kiterjesztése új anyagokra és alkalmazásokra.
A Brinell-keménységmérés tehát nem egy statikus, elavult technológia, hanem egy folyamatosan fejlődő terület, amely a legújabb digitális és automatizálási innovációkat is magába foglalja. Ez biztosítja, hogy a módszer továbbra is az anyagtudomány és az ipari minőségellenőrzés egyik alapvető és megbízható eszköze maradjon a jövőben is.







