
A fémfeldolgozás története során számos technológia fejlődött ki, melyek célja a különböző anyagok formálása, illesztése és méretre vágása. Ezen eljárások közül az egyik legrégebbi, mégis máig elengedhetetlen és széles körben alkalmazott módszer a lángvágás. Ez a technológia, bár első pillantásra egyszerűnek tűnhet, valójában komplex fizikai és kémiai folyamatokon alapul, melyek precíz irányításával kiváló minőségű vágási eredmények érhetők el. A lángvágás lényege, hogy egy égőgáz és oxigén keverékével előmelegítik a fémet egy ponton, majd tiszta oxigénsugarat vezetnek rá, ami a fém oxidációjával és az olvadt oxidok kifúvásával hozza létre a vágási rést. Ez a folyamat rendkívül hatékony vastagabb lemezek és profilok darabolására, különösen a vas és szénacél esetében.
A lángvágás évszázados múltra tekint vissza, gyökerei a 19. század végéig nyúlnak vissza, amikor a gáztechnológiák fejlődésével lehetővé vált az égőgázok és az oxigén ipari méretű előállítása. Az első alkalmazások még kezdetlegesek voltak, de a technika gyorsan fejlődött, ahogy az ipari igények növekedtek. A 20. század elején az oxigén-acetilén vágás elterjedésével vált igazán meghatározóvá, forradalmasítva a fémfeldolgozást, a hajóépítést, a hídgyártást és számos más nehézipari ágazatot. A kézi eljárásoktól az automatizált, CNC vezérelt lángvágó gépekig hosszú utat járt be, de az alapelv, a fém termikus elválasztása oxidációval, változatlan maradt. Ez a cikk részletesen bemutatja a lángvágás működését, alkalmazási területeit, a technológia előnyeit és hátrányait, valamint összehasonlítja más modern vágási eljárásokkal.
A lángvágás alapelvei és működési mechanizmusa
A lángvágás, más néven oxigénvágás vagy termikus vágás, egy olyan eljárás, amely során a fémet egy égőgáz és oxigén lángjával előmelegítik a gyulladási hőmérsékletére, majd egy nagy nyomású, tiszta oxigénsugárral oxidálják és kifújják az olvadt fémoxidokat. Ez a folyamat a fémek kémiai reakcióján és fizikai tulajdonságain alapul, és leginkább a vastag szénacél lemezek vágására alkalmas. A technológia hatékonyságát az adja, hogy a fém oxidációja exoterm folyamat, azaz hőt termel, ami fenntartja a vágási folyamatot, miután az előmelegítés megtörtént.
Az eljárás két fő fázisra bontható. Az első fázis az előmelegítés, melynek során egy égőfejből kilépő égőgáz (pl. acetilén, propán, metán) és oxigén keverékének lángjával a vágandó fém felületét az úgynevezett gyulladási hőmérsékletre hevítik. Ez a hőmérséklet jellemzően 800-900 °C körül van szénacél esetében, de mindig alacsonyabb, mint a fém olvadáspontja. Az égőgáz kiválasztása kulcsfontosságú, mivel ez befolyásolja az előmelegítés sebességét és a láng hőmérsékletét. A leggyakrabban használt égőgáz az acetilén, mely a legmagasabb lánghőmérsékletet biztosítja, így a leggyorsabb előmelegítést teszi lehetővé.
Amint a fém elérte a gyulladási hőmérsékletet, megkezdődik a második fázis: a vágóoxigén bevezetése. Ekkor egy nagy nyomású, tiszta oxigénsugár lép ki az égőfej központi fúvókájából, és ráirányul az előmelegített fémre. Az oxigén intenzív reakcióba lép a forró fémmel, oxidálva azt. Az oxidációs folyamat során keletkező fémoxidok olvadáspontja általában alacsonyabb, mint az alapfémé, és a nagy nyomású oxigénsugár ezeket az olvadt oxidokat kifújja a vágási résből. Ez a kifúvás hozza létre a tiszta vágási felületet, és a keletkező hő tovább segíti a folyamat fenntartását. A vágási folyamat tehát egy önfenntartó, exoterm reakció, amíg az oxigénsugár halad a fémfelületen.
Fontos megérteni, hogy a lángvágás nem egyszerű olvasztási folyamat, mint például a lézervágás vagy a plazmavágás. Itt a kémiai reakció, az oxidáció játssza a főszerepet. Ezért van az, hogy a lángvágás elsősorban azokra a fémekre alkalmas, amelyek könnyen oxidálhatók és amelyek oxidjainak olvadáspontja alacsonyabb, mint az alapfémé. Tipikusan ide tartoznak a szénacélok és az ötvözött acélok bizonyos típusai. A rozsdamentes acélok, alumínium vagy réz esetén a lángvágás nem hatékony, mivel ezek a fémek védő oxidréteget képeznek, vagy oxidjaik olvadáspontja magasabb, mint az alapfémé, illetve az oxidációjuk nem termel elegendő hőt a folyamat fenntartásához. Ezekhez az anyagokhoz más vágástechnológiák, például a plazmavágás vagy a lézervágás sokkal alkalmasabbak.
A lángvágó berendezések felépítése és működése
Egy tipikus lángvágó rendszer több kulcsfontosságú komponensből áll, melyek összehangolt működése biztosítja a hatékony és biztonságos vágási folyamatot. Ezek az alkatrészek a gázellátástól az égőfejen át a biztonsági eszközökig terjednek, és mindegyiknek megvan a maga specifikus szerepe.
Gázellátás és nyomásszabályozás
A lángvágáshoz kétféle gázra van szükség: egy égőgázra és oxigénre. Ezeket általában nagynyomású acélpalackokban tárolják. Az égőgáz lehet acetilén, propán, földgáz vagy propilén, míg az oxigén mindig ipari tisztaságú oxigén. Fontos, hogy a palackok megfelelő állapotban legyenek, és szakszerűen tárolják, kezeljék őket.
A palackokhoz nyomáscsökkentők csatlakoznak, melyek feladata a palackban uralkodó magas nyomás (akár 200 bar oxigén, 15-20 bar acetilén) csökkentése a munkanyomásra (általában 0,5-10 bar, a gáztól és a feladattól függően). A nyomáscsökkentők két nyomásmérővel rendelkeznek: az egyik a palacknyomást, a másik a munkanyomást mutatja. A pontos nyomásbeállítás alapvető fontosságú a vágási minőség és a biztonság szempontjából.
Gáztömlők és biztonsági szelepek
A nyomáscsökkentőktől a gázok speciális gáztömlőkön keresztül jutnak el az égőfejhez. Ezek a tömlők különböző színűek a gázok azonosítása érdekében (kék az oxigénnek, piros az acetilénnek, narancs a propánnak), és ellenállnak a gázok kémiai hatásainak és a nyomásnak. A tömlők csatlakozásait rendszeresen ellenőrizni kell szivárgásmentesség szempontjából.
A legfontosabb biztonsági eszközök a visszaégésgátlók (más néven lángvisszacsapás-gátlók), melyeket közvetlenül a nyomáscsökkentőkre és/vagy az égőfej bemenetére szerelnek. Ezek megakadályozzák, hogy láng vagy gázkeverék visszafelé áramoljon a tömlőbe vagy a palackba, ami robbanáshoz vezethet. A visszaégésgátlók rendkívül fontosak a lángvágás biztonságában, és használatuk kötelező.
Az égőfej és a fúvókák
Az égőfej a lángvágó rendszer központi eleme, ahol az égőgáz és az oxigén keveredik, és a vágóoxigén kilép. Két fő típusa létezik: a kézi égőfej és a gépi égőfej. A kézi égőfejek ergonomikus kialakításúak, könnyen kezelhetők, és általában karral rendelkeznek a vágóoxigén adagolásához. A gépi égőfejek robusztusabbak, és gépre szerelve, automatizált mozgással végzik a vágást.
Az égőfej legfontosabb része a fúvóka. A fúvókák kétféle gázáramot biztosítanak: az előmelegítő lángot és a vágóoxigénsugárt. Léteznek egyrészes és kétrészes fúvókák. A kétrészes fúvókák (vagy fúvókarendszerek) egy külső gyűrűből állnak az előmelegítő láng számára és egy belső, központi nyílásból a vágóoxigén számára. A fúvókák mérete és kialakítása kritikus a vágási minőség szempontjából, és az anyagvastagsághoz, valamint a használt égőgázhoz kell igazítani. A fúvókák tisztán tartása és rendszeres ellenőrzése elengedhetetlen a hatékony vágás érdekében.
Egyéb kiegészítők
A modern gépi lángvágó rendszerek részei még a vágóasztalok (salakgyűjtővel, vízalatti vágáshoz vízzel töltve), a pozicionáló rendszerek (CNC vezérlésű portálok, robotkarok), valamint a CAD/CAM szoftverek, amelyek lehetővé teszik a vágási tervek precíz elkészítését és a gép programozását. Ezek a kiegészítők jelentősen növelik a lángvágás pontosságát, sebességét és automatizálhatóságát.
Különféle lángvágási eljárások és technikák
A lángvágást az alkalmazás módja szerint alapvetően két fő kategóriába sorolhatjuk: a kézi és a gépi lángvágásra. Mindkét eljárásnak megvannak a maga specifikus alkalmazási területei, előnyei és korlátai.
Kézi lángvágás
A kézi lángvágás a legősibb és legrugalmasabb formája ennek a technológiának. Itt a kezelő kézzel vezeti az égőfejet a vágási vonal mentén. Ez a módszer rendkívül mobilis, és ideális olyan helyzetekben, ahol a munkadarab mérete, elhelyezkedése vagy az egyedi vágási igények nem teszik lehetővé a gépi megmunkálást. Jellemző alkalmazási területei közé tartozik a bontási munkák, a helyszíni szerelési feladatok, a nagyobb alkatrészek elődarabolása, vagy a roncsolásos anyagvizsgálathoz szükséges mintadarabok levágása.
A kézi lángvágás előnyei közé tartozik az alacsony beruházási költség, a nagyfokú mobilitás és a gyors üzembe helyezhetőség. Egy lángvágó felszerelés könnyen szállítható, így távoli helyszíneken is alkalmazható. Azonban a kézi vágás minősége és pontossága nagymértékben függ a kezelő ügyességétől, tapasztalatától és fizikai állóképességétől. A vágási felületek gyakran durvábbak, kevésbé merőlegesek, és nagyobb a salakképződés, mint a gépi eljárásoknál. A vágási sebesség is alacsonyabb, és a vágás pontossága nehezen tartható fenn hosszú, egyenes vagy bonyolult formák esetén. Ennek ellenére a kézi lángvágás továbbra is nélkülözhetetlen számos ipari és építőipari területen.
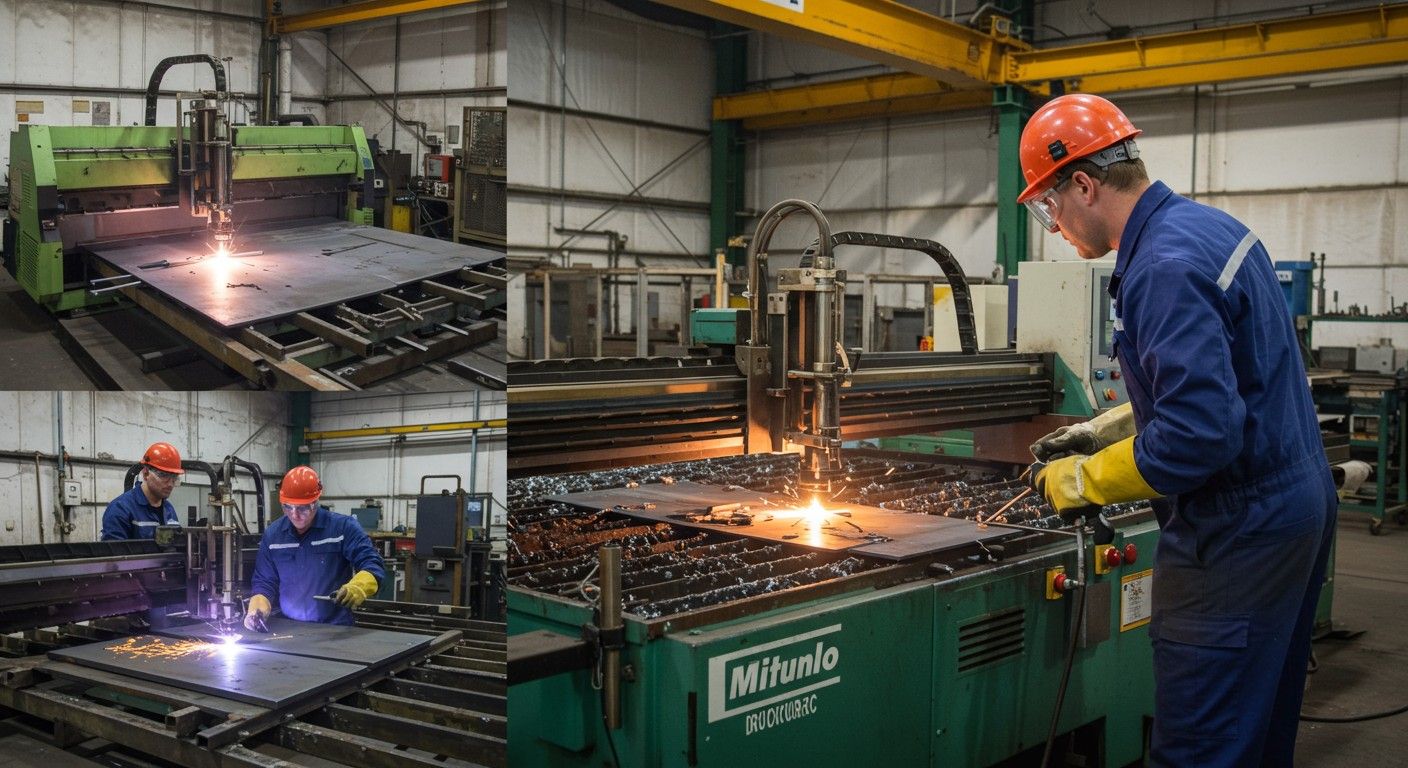
Gépi lángvágás (CNC lángvágás)
A gépi lángvágás, különösen a CNC (Computer Numerical Control) lángvágás, az automatizálás és a precízió csúcsa ebben a technológiában. Itt az égőfejet egy számítógép vezérelt mozgatórendszer, például egy portál vagy robotkar mozgatja a programozott vágási pálya mentén. Ez a módszer kiválóan alkalmas sorozatgyártásra, nagypontosságú alkatrészek gyártására és komplex formák vágására vastag lemezekből.
A gépi lángvágás egyik legnagyobb előnye a kiemelkedő pontosság és az ismétlési pontosság. A CNC vezérlésnek köszönhetően a vágási toleranciák minimálisra csökkenthetők, és az elkészült alkatrészek méretpontossága konzisztensen magas. Emellett a vágási sebesség optimalizálható, ami növeli a termelékenységet. A anyagtakarékosság is jelentős, mivel a szoftverek lehetővé teszik a lemezfelület optimális kihasználását (ún. nestelés), minimalizálva a hulladékot. A gépi lángvágó rendszerek gyakran képesek több égőfej egyidejű működtetésére is, tovább növelve a kapacitást.
A modern CNC lángvágógépek gyakran integrálhatók más gyártási folyamatokba, és képesek bonyolult 3D-s vágásokra is, például élletörések készítésére hegesztési előkészítés céljából. A CAD/CAM szoftverek lehetővé teszik a tervezők számára, hogy közvetlenül a digitális tervekből generáljanak vágási programokat, ami felgyorsítja a gyártási folyamatot és csökkenti a hibalehetőségeket. A gépi lángvágás nélkülözhetetlen a gépgyártásban, az acélszerkezet-gyártásban, a hajógyártásban és más nehézipari ágazatokban, ahol vastag lemezeket kell nagy pontossággal és hatékonysággal megmunkálni.
Vágógázok és égőfejek részletesebben

A lángvágás hatékonyságát és minőségét nagymértékben befolyásolja a használt égőgáz típusa és az égőfej, különösen a fúvóka megfelelő kiválasztása. Ezek az elemek közvetlenül hatnak az előmelegítés sebességére, a láng hőmérsékletére és a vágási folyamat stabilitására.
Égőgázok – A láng lelke
Az égőgáz feladata az előmelegítő láng létrehozása, amely a fémet a gyulladási hőmérsékletére hevíti. A különböző égőgázok eltérő tulajdonságokkal rendelkeznek, így más-más alkalmazásokhoz ideálisak.
- Acetilén (C₂H₂): Az acetilén a leggyakrabban használt égőgáz a lángvágásban, és számos előnye van. Kémiai égése oxigénnel rendkívül magas lánghőmérsékletet (akár 3100-3200 °C) biztosít, ami a leggyorsabb előmelegítést teszi lehetővé. Ez különösen előnyös a vastagabb anyagok vágásánál, ahol a gyors beégés kulcsfontosságú. Az acetilén lángja koncentrált, ami precízebb vágást eredményezhet. Hátránya, hogy drágább, mint más égőgázok, és a palackban tárolható mennyiség korlátozott a stabilitási problémák miatt (acetonban oldva tárolják).
- Propán (C₃H₈): A propán olcsóbb alternatíva az acetilénhez képest. Lánghőmérséklete alacsonyabb (körülbelül 2800 °C), ami lassabb előmelegítést jelent. Ezért a propánt gyakran használják vékonyabb anyagokhoz vagy olyan alkalmazásokhoz, ahol a vágási sebesség nem kritikus tényező. Előnye, hogy nagyobb mennyiségben tárolható palackokban, és gazdaságosabb az üzemeltetése. A propán lángja szélesebb és kevésbé koncentrált, ami esetenként nagyobb hőhatászónát (HAZ) eredményezhet.
- Földgáz (metán, CH₄): A földgáz a legolcsóbb égőgáz, ha csővezetéken keresztül rendelkezésre áll. Lánghőmérséklete a legalacsonyabb (körülbelül 2700 °C), ami a leglassabb előmelegítést jelenti. Emiatt a földgázt főként olyan gépi vágási alkalmazásokban használják, ahol a termelékenység más tényezőktől is függ, és a költségoptimalizálás a prioritás. A földgázhoz gyakran speciális fúvókákra van szükség a hatékony égéshez.
- Propilén (C₃H₆): A propilén egy viszonylag újabb égőgáz a lángvágásban, amely az acetilén és a propán közötti tulajdonságokkal rendelkezik. Magasabb lánghőmérsékletet biztosít, mint a propán, de alacsonyabbat, mint az acetilén. Előnye, hogy nagyobb palackokban tárolható, mint az acetilén, és jó vágási minőséget biztosít.
Az égőgáz kiválasztásakor figyelembe kell venni az anyagvastagságot, a kívánt vágási sebességet, a költségvonzatokat és a vágási minőségi követelményeket. Vastagabb anyagokhoz és nagy sebességű vágásokhoz az acetilén az optimális választás, míg vékonyabb anyagokhoz és költségérzékeny alkalmazásokhoz a propán vagy földgáz is megfelelő lehet.
Égőfejek és fúvókák – A precízió kulcsa
Az égőfej és a benne található fúvóka felelős a gázok megfelelő keveréséért és irányításáért. Ahogy már említettük, a fúvókák biztosítják az előmelegítő lángot és a vágóoxigénsugárt. A fúvóka kiválasztása kritikus a jó vágási eredmény eléréséhez.
A fúvókák mérete és típusa az anyagvastagsághoz és a használt égőgázhoz igazodik. Minden fúvókának van egy ajánlott nyomástartománya a vágóoxigén és az égőgáz számára. Egy nem megfelelő méretű vagy típusú fúvóka rossz vágási minőséget, megnövekedett gázfogyasztást és lassú vágási sebességet eredményezhet. Például, ha túl nagy fúvókát használunk vékony anyaghoz, az túl sok hőt juttat a munkadarabba, ami deformációhoz vezethet. Ha túl kicsit vastag anyaghoz, akkor nem lesz elegendő hő és oxigén a hatékony vágáshoz.
A fúvókák karbantartása alapvető fontosságú. A szennyeződések, salakdarabok vagy a hőhatás miatti deformációk rontják a fúvóka teljesítményét. Rendszeres tisztításra van szükség speciális fúvókatisztító tűkkel. A sérült vagy elhasználódott fúvókákat azonnal cserélni kell, mivel ezek nem csak a vágás minőségét rontják, hanem biztonsági kockázatot is jelenthetnek.
A modern égőfejek gyakran tartalmaznak olyan technológiai megoldásokat, mint az integrált gázkeverés, ami javítja a láng stabilitását, vagy a gyorsfúvóka-cserélő rendszerek, amelyek növelik a termelékenységet a gépi vágás során. A megfelelő égőgáz és fúvóka kombináció kiválasztása és karbantartása elengedhetetlen a sikeres és gazdaságos lángvágáshoz.
A lángvágás paraméterei és a vágási minőség optimalizálása
A lángvágás során számos paraméter befolyásolja a vágás minőségét, sebességét és hatékonyságát. Ezen paraméterek pontos beállítása és finomhangolása kulcsfontosságú a kívánt eredmény eléréséhez, legyen szó akár kézi, akár gépi vágásról. A legfontosabb tényezők a vágási sebesség, a gáznyomások, a fúvóka mérete és a munkadarab távolsága.
Vágási sebesség
A vágási sebesség az egyik legfontosabb paraméter. Ha túl gyorsan vágunk, a vágóoxigén nem tudja teljesen átvágni az anyagot, ami „leeső” vagy „elmaradó” vágáshoz vezet, ahol a salak az anyag aljához tapad. Túl lassú vágás esetén viszont a láng és az oxigénsugár túl sok hőt juttat a munkadarabba, ami az él megolvadásához, széles vágási réshez, túlzott salakképződéshez és megnövekedett hőhatászónához (HAZ) vezethet. Az optimális sebesség egyensúlyt teremt a termelékenység és a vágási minőség között, és tiszta, egyenletes vágási felületet eredményez minimális salakkal.
Gáznyomások
A gáznyomások – az égőgáz, az előmelegítő oxigén és a vágóoxigén nyomása – szintén kritikusak.
- Az égőgáz nyomása befolyásolja az előmelegítő láng méretét és hőmérsékletét. Túl alacsony nyomás gyenge lángot eredményez, ami lassú előmelegítéshez vezet. Túl magas nyomás instabil lángot okozhat, és feleslegesen növeli a gázfogyasztást.
- Az előmelegítő oxigén nyomása szabályozza az égőgázzal keveredő oxigén mennyiségét. A helyes arány elengedhetetlen a stabil, semleges láng fenntartásához, amely hatékonyan melegíti elő a fémet.
- A vágóoxigén nyomása határozza meg az oxigénsugár erejét és behatolási képességét. Túl alacsony nyomás esetén az oxigén nem képes teljesen átvágni a vastagabb anyagot, vagy nem fújja ki hatékonyan az olvadt oxidokat, ami salakos élt eredményez. Túl magas nyomás esetén az oxigénsugár turbulenssé válhat, ami széles, egyenetlen vágási rést és rossz felületi minőséget okozhat.
A gyártók általában ajánlott nyomásértékeket adnak meg különböző anyagvastagságokhoz és fúvókatípusokhoz, ezeket érdemes kiindulási pontként használni.
Fúvóka mérete és távolsága a munkadarabtól
A fúvóka mérete, ahogy már említettük, az anyagvastagsághoz kell igazodjon. Egy nem megfelelő méretű fúvóka rontja a vágási minőséget és növeli a gázfogyasztást. A fúvóka és a munkadarab közötti távolság (égőfej távolság) szintén fontos. Optimális esetben ez a távolság a fúvóka típusától és az anyagvastagságtól függ, általában néhány millimétertől egy centiméterig terjed. Túl nagy távolság esetén az előmelegítő láng hatékonysága csökken, és a vágóoxigén sugara is szétterül, ami rontja a vágás minőségét. Túl kicsi távolság esetén az égőfej túlmelegedhet, és a salak felcsapódhat rá, eltömítve a fúvókát.
Vágási minőséget befolyásoló tényezők és hibák felismerése
A vágási minőség több szempontból értékelhető:
- Élsimaág és merőlegesség: Az ideális vágás sima, egyenletes felületű és merőleges az anyagra.
- Salakmentesség: Minimális vagy nulla salak (megszilárdult fémoxid) az alsó élen.
- Hőhatászóna (HAZ): A vágás melletti anyagterület, amelynek mikroszerkezete a hő hatására megváltozott. A cél a HAZ minimalizálása.
- Felületi érdesség: A vágási felület simasága.
Gyakori hibák és okai:
- Túl sok salak az alsó élen: Lehet túl alacsony vágási sebesség, túl magas vágóoxigén nyomás, vagy szennyezett fúvóka.
- Ferdeség, egyenetlen vágási felület: Nem megfelelő gáznyomás, helytelen fúvóka távolság, vagy instabil égőfej vezetés (kézi vágásnál).
- Nem megfelelő beégés, elmaradó vágás: Túl gyors vágási sebesség, túl alacsony vágóoxigén nyomás, vagy elégtelen előmelegítés.
- Túlzott hőhatás, élolvadás: Túl lassú vágási sebesség, túl magas előmelegítő láng, vagy túl nagy fúvóka.
A lángvágás optimalizálása tapasztalatot és finomhangolást igényel. A paraméterek apró változtatásával jelentősen javítható a vágás minősége és a folyamat hatékonysága.
Biztonságtechnikai előírások és kockázatok a lángvágás során
A lángvágás, bár rendkívül hatékony technológia, számos potenciális veszélyt rejt magában, ha nem tartják be a szigorú biztonsági előírásokat. A magas hőmérsékletű láng, a nagynyomású gázok, az UV-sugárzás és a keletkező füst mind komoly kockázatot jelentenek a kezelőre és a környezetre. Ezért a biztonság a lángvágás során abszolút prioritás.
Tűz- és robbanásveszély
A legjelentősebb kockázat a tűz- és robbanásveszély. Az égőgázok (acetilén, propán, metán) gyúlékonyak és robbanásveszélyesek, különösen oxigénnel keveredve. A vágás során keletkező szikrák és olvadt fémcseppek (salak) több méteres távolságra is elrepülhetnek, és gyúlékony anyagokat (fa, papír, olaj, textíliák) meggyújthatnak.
- Munkaterület előkészítése: Minden gyúlékony anyagot el kell távolítani a vágási zónából legalább 10-15 méteres sugarú körben. Ha ez nem lehetséges, tűzálló takarókkal kell letakarni azokat.
- Gáztömörség: Rendszeresen ellenőrizni kell a gáztömlők, csatlakozások és nyomáscsökkentők tömörségét szivárgásmentesség szempontjából, szappanos vízzel vagy speciális szivárgáskereső spray-vel. A szivárgó gáz felhalmozódhat és robbanásveszélyes légkört teremthet.
- Visszaégésgátlók: Ahogy már említettük, a visszaégésgátlók (lángvisszacsapás-gátlók) használata kötelező a nyomáscsökkentőknél és/vagy az égőfejnél. Ezek megakadályozzák a láng visszaégését a tömlőbe és a gázpalackba, ami rendkívül veszélyes robbanáshoz vezethet.
- Gázpalackok kezelése és tárolása: A palackokat függőlegesen, stabilan rögzítve kell tárolni, védve a mechanikai sérülésektől és a közvetlen napfénytől. A palackokat soha nem szabad teljesen kiüríteni, mindig hagyni kell bennük egy kis nyomást, hogy megakadályozzuk a levegő bejutását. Az üres palackokat is biztonságosan kell tárolni és elkülöníteni a teliektől.
- Tűzoltó készülék: Mindig legyen kéznél megfelelő tűzoltó készülék (víz, poroltó) a munkaterület közelében.
Szem- és bőrvédelem
A lángvágás során keletkező intenzív fény és UV-sugárzás károsíthatja a szemet, míg a hő és a szikrák égési sérüléseket okozhatnak a bőrön.
- Szemvédelem: Speciális, UV-szűrős lángvágó szemüveg vagy arcvédő pajzs használata kötelező. A szűrőfokozatot a láng intenzitásához kell igazítani (általában DIN 5-7).
- Bőrvédelem: Hosszú ujjú, vastag, égésgátló anyagból készült munkaruha, hegesztőkesztyű (bőrből vagy speciális hőálló anyagból) és zárt munkacipő viselése elengedhetetlen. A ruházat ne legyen olajos vagy zsíros, mivel ezek gyúlékonyságot növelő anyagok.
Légzésvédelem
A lángvágás során füst, gázok és finom porrészecskék keletkeznek, amelyek belélegezve károsak lehetnek az egészségre, különösen zárt terekben.
- Szellőzés: Mindig biztosítani kell a megfelelő szellőzést a munkaterületen. Zárt terekben elszívó berendezéseket kell használni, vagy kényszerített szellőztetést kell biztosítani.
- Légzésvédő maszk: Ha a szellőzés nem elegendő, vagy mérgező anyagokat (pl. festékréteggel bevont fémek vágása esetén) vágnak, légzésvédő maszk (pl. P2 vagy P3 szűrővel) használata indokolt.
Általános biztonsági szabályok
- Soha ne vágjon olyan tartályokat vagy csöveket, amelyek korábban gyúlékony vagy robbanásveszélyes anyagokat tartalmaztak, anélkül, hogy azokat alaposan megtisztították és gáztalanították volna.
- Ne dolgozzon egyedül, ha lehetséges, mindig legyen valaki a közelben, aki segítséget nyújthat vészhelyzet esetén.
- A berendezéseket rendszeresen karban kell tartani és ellenőrizni kell a hibák elkerülése érdekében.
- A kezelőnek alapos képzésben kell részesülnie a lángvágás technikájából és a biztonsági előírásokból.
A lángvágás biztonságos végzése a gondos előkészítésen, a megfelelő védőfelszerelések használatán és a szabályok szigorú betartásán múlik. A felelősségteljes hozzáállás életmentő lehet.
A lángvágás alkalmazási területei az iparban
A lángvágás technológia, annak ellenére, hogy számos modern alternatíva létezik, továbbra is kulcsfontosságú szerepet játszik a nehéziparban és a fémfeldolgozás számos területén. Különösen ott nélkülözhetetlen, ahol vastag anyagok nagy pontosságú vagy nagy sebességű darabolására van szükség, és az anyagösszetétel lehetővé teszi az oxidációs vágási mechanizmust.
Acélszerkezet-gyártás
Az acélszerkezet-gyártás az egyik legnagyobb felhasználója a lángvágásnak. Hidak, épületek vázszerkezetei, daruk és egyéb nagyméretű acélkonstrukciók építésénél gyakran kell vastag acéllemezeket és profilokat méretre vágni. A lángvágás ideális erre a célra, mivel képes átvágni akár több száz milliméter vastagságú anyagokat is. A CNC lángvágógépek itt különösen hasznosak, mivel precízen képesek kivágni a bonyolult formákat, mint például a csomópontok lemezeit, vagy a gerendák furatait. A gépi lángvágás pontossága biztosítja, hogy az alkatrészek tökéletesen illeszkedjenek egymáshoz a hegesztés során.
Hajógyártás
A hajógyártás szintén nagyban támaszkodik a lángvágásra. A hajótestek, fedélzetek és válaszfalak hatalmas acéllemezekből készülnek, amelyeket pontosan méretre kell vágni. A lángvágás lehetővé teszi a nagy méretű lemezek gyors és hatékony darabolását, valamint az egyedi formájú alkatrészek kivágását. A gépi lángvágás itt is domináns, mivel a precizitás és a termelékenység elengedhetetlen a modern hajógyártásban.
Bontási munkák és roncsolás
A kézi lángvágás különösen fontos szerepet játszik a bontási munkáknál és a roncsolásnál. Acélszerkezetek, régi gépek, járművek vagy tartályok darabolására, szétszedésére kiválóan alkalmas a hordozható lángvágó felszerelés. A mobilitás és a vastag anyagok átvágásának képessége teszi ideálissá ezekre a feladatokra, ahol a pontosság kevésbé kritikus, mint a gyorsaság és a manőverezhetőség.
Nehézgépgyártás és bányászat
A nehézgépgyártásban, például mezőgazdasági gépek, építőipari gépek vagy bányászati berendezések gyártásakor gyakran használnak vastag acéllemezeket. A lángvágás itt is alapvető technológia az alkatrészek előállítására. A bányászatban a lángvágás a helyszínen is alkalmazható gépek javítására vagy alkatrészek adaptálására.
Fémmegmunkáló üzemek és műhelyek
Számos általános fémmegmunkáló üzem és lakatosműhely is használ lángvágót, mind kézi, mind gépi formában. Ez egy sokoldalú eszköz a különböző acélanyagok darabolására, előkészítésére további megmunkáláshoz, mint például hegesztéshez vagy megmunkáláshoz.
Egyéb speciális alkalmazások
A lángvágást néha speciális területeken is alkalmazzák, például fémhulladék feldolgozásánál, ahol a nagy méretű fémhulladékot kisebb, kezelhetőbb darabokra vágják. Bizonyos esetekben, bár ritkábban, még művészeti alkotások készítésére is felhasználják, ahol a durvább, texturált felület kívánatos.
Összességében a lángvágás a vas és szénacél vastagabb lemezeinek és profiljainak gazdaságos és hatékony vágási módszere. A CNC lángvágás az automatizálás és a precízió révén a modern gyártás elengedhetetlen részévé vált, míg a kézi lángvágás a mobilitás és a rugalmasság miatt tartja meg helyét a speciális feladatoknál.
A lángvágás összehasonlítása más vágástechnológiákkal
Bár a lángvágás számos előnnyel rendelkezik bizonyos alkalmazásokban, fontos megérteni, hogy nem ez az egyetlen elérhető fémvágási technológia. A modern iparban számos más eljárás is létezik, mint például a plazmavágás, a lézervágás és a vízsugaras vágás. Mindegyik technológiának megvannak a maga specifikus erősségei és gyengeségei, amelyek meghatározzák, hogy melyik a legmegfelelőbb egy adott feladathoz.
Lángvágás vs. Plazmavágás
A plazmavágás egy másik termikus vágási eljárás, amely egy ionizált gáz, azaz plazma ívét használja a fém megolvasztására és kifúvására.
- Előnyök a plazmavágásnál:
- Anyagok sokfélesége: A plazmavágás nem csak szénacélt, hanem rozsdamentes acélt, alumíniumot és más nemesfémeket is képes vágni, mivel nem oxidációs folyamaton alapul.
- Vágási sebesség: Vékonyabb és közepes vastagságú anyagok (kb. 30-50 mm-ig) esetén a plazmavágás jelentősen gyorsabb, mint a lángvágás.
- Vágási minőség: Általában jobb vágási minőséget, kisebb hőhatászónát (HAZ) és kevesebb deformációt eredményez vékonyabb anyagoknál.
- Lyukasztás: Gyorsabb lyukasztási idő, mint a lángvágásnál.
- Előnyök a lángvágásnál:
- Anyagvastagság: A lángvágás messze felülmúlja a plazmavágást a nagyon vastag anyagok (akár 300 mm vagy több) vágásában.
- Költség: A berendezés beszerzési és üzemeltetési költségei általában alacsonyabbak, mint a plazmavágó rendszereké.
- Egyszerűség: A lángvágó berendezések egyszerűbbek, kevesebb karbantartást igényelnek.
Mikor melyiket? A lángvágás a vastag szénacélok gazdaságos vágására ideális. A plazmavágás a sokoldalúbb megoldás, ha különböző típusú fémeket, beleértve a rozsdamentes acélt és az alumíniumot is, gyorsan és jó minőségben kell vágni, különösen közepes vastagságig.
Lángvágás vs. Lézervágás
A lézervágás egy optikai eljárás, amely egy nagy teljesítményű lézersugarat használ a fém megolvasztására, elpárologtatására vagy elégetésére.
- Előnyök a lézervágásnál:
- Precízió és pontosság: A lézervágás a legpontosabb vágási technológia, rendkívül szűk vágási réssel és minimális hőhatászónával.
- Felületi minőség: Kiemelkedően sima és tiszta vágási felület, általában utómunka nélkül.
- Vékony anyagok: Ideális nagyon vékony lemezek és komplex formák vágására.
- Anyagok sokfélesége: Számos fém és nem fém anyag vágható vele.
- Előnyök a lángvágásnál:
- Anyagvastagság: A lángvágás sokkal vastagabb anyagokat képes vágni, mint a legtöbb lézervágó rendszer.
- Költség: A lézervágó berendezések, különösen a nagy teljesítményűek, nagyságrendekkel drágábbak, mint a lángvágók.
- Üzemeltetési költségek: A lézervágás üzemeltetése is drágább lehet.
Mikor melyiket? A lézervágás a legmagasabb pontosságot és finom részleteket igénylő feladatokhoz ideális, különösen vékonyabb anyagoknál. A lángvágás a vastagabb acéllemezek gazdaságos és nagy volumenű vágására szolgál, ahol a pontosság kevésbé kritikus, mint a költséghatékonyság és az átvágási képesség.
Lángvágás vs. Vígsugaras vágás
A vízsugaras vágás egy mechanikus vágási eljárás, amely egy nagy nyomású vízsugarat (gyakran abrazív anyaggal keverve) használ az anyag eróziós úton történő elválasztására.
- Előnyök a vízsugaras vágásnál:
- Nincs hőhatás: Mivel hideg eljárás, nincs hőhatászóna, nincs anyagdeformáció vagy mikroszerkezeti változás.
- Anyagok sokfélesége: Szinte bármilyen anyag vágható vele, a fémektől a műanyagokon át a kompozitokig és a kerámiákig.
- Vágási minőség: Nagyon jó vágási minőség, tiszta élek.
- Előnyök a lángvágásnál:
- Vágási sebesség: A lángvágás sokkal gyorsabb, mint a vízsugaras vágás fémek esetén.
- Költség: A vízsugaras vágó berendezések és az üzemeltetési költségek is jelentősen magasabbak.
- Anyagvastagság: A lángvágás vastagabb fémeket képes vágni gyorsabban.
Mikor melyiket? A vízsugaras vágás akkor optimális, ha hőérzékeny anyagokat kell vágni, vagy olyan anyagokat, amelyek más módszerekkel nem vághatók, és a vágási sebesség másodlagos. A lángvágás a gyors és gazdaságos megoldás vastag acélok vágására.
Összefoglalva, a választás a lángvágás és más vágástechnológiák között mindig az adott feladat paramétereitől függ: az anyag típusától és vastagságától, a szükséges pontosságtól, a vágási sebességtől és a költségvetéstől. A lángvágás továbbra is a legköltséghatékonyabb megoldás a vastag szénacélok nagy volumenű vágására.
Innovációk és jövőbeli trendek a lángvágásban
Bár a lángvágás egy régi technológia, nem stagnál. A modern ipari igények és a technológiai fejlődés folyamatosan ösztönzi az innovációkat, melyek célja a hatékonyság, a pontosság és a biztonság növelése. Ezek a trendek biztosítják, hogy a lángvágás továbbra is releváns maradjon a fémfeldolgozásban, különösen a vastag anyagok megmunkálásában.
Automatizálás és robotika
Az egyik legjelentősebb trend az automatizálás és a robotika egyre szélesebb körű alkalmazása. A CNC lángvágógépek már ma is rendkívül kifinomultak, de a jövőben még nagyobb mértékben integrálódnak majd a digitális gyártási rendszerekbe. A robotizált lángvágó cellák lehetővé teszik a komplex, háromdimenziós vágások elvégzését is, például csövek vagy profilok egyedi formára vágását, élletörések készítését hegesztési előkészítés céljából. Ez nemcsak a pontosságot növeli, hanem a termelékenységet is, miközben csökkenti az emberi beavatkozás szükségességét és a munkaerőre nehezedő terhet.
Fejlettebb CNC vezérlések és szoftverek
A modern CNC vezérlések egyre intelligensebbé válnak. Képesek valós időben optimalizálni a vágási paramétereket az anyag vastagsága, típusa és a kívánt vágási minőség alapján. Az adaptív vezérlések képesek reagálni a változó körülményekre, például a fúvóka kopására vagy az anyag inhomogenitására, és automatikusan korrigálni a paramétereket a konzisztens minőség fenntartása érdekében. A CAD/CAM szoftverek fejlődésével a tervezéstől a vágásig tartó folyamat még zökkenőmentesebbé válik, lehetővé téve a gyors prototípusgyártást és a rugalmas gyártási folyamatokat.
Környezetbarátabb megoldások és energiahatékonyság
A környezettudatosság növekedésével a lángvágó technológia is a zöldebb megoldások felé mozdul el. Ez magában foglalja az energiahatékonyabb égőfejek és gázkeverő rendszerek fejlesztését, amelyek minimalizálják a gázfogyasztást. Emellett a keletkező füst és por elszívására és szűrésére szolgáló rendszerek is egyre hatékonyabbá válnak, csökkentve a levegőbe jutó szennyezőanyagok mennyiségét. A jövőben várhatóan új, környezetbarátabb égőgázok kutatása is előtérbe kerülhet.
Integrált rendszerek és multi-technológia
Egyre gyakoribbá válik az integrált rendszerek alkalmazása, amelyek több vágástechnológiát kombinálnak egyetlen gépen. Például egy portálgépen egyszerre lehet lángvágó és plazmavágó égőfej is. Ez lehetővé teszi a felhasználók számára, hogy a legmegfelelőbb technológiát válasszák az adott anyagvastagsághoz és típushoz, maximalizálva a rugalmasságot és a hatékonyságot. Ezenkívül a vágógépek egyre inkább integrálódnak más megmunkálási folyamatokkal, például fúrással, jelöléssel vagy élletöréssel, hogy egyetlen beállításban több műveletet is elvégezzenek.
Szenzorok és adatgyűjtés
A szenzortechnológia fejlődése lehetővé teszi a vágási folyamat paramétereinek valós idejű monitorozását. Hőmérséklet-érzékelők, gázáramlás-mérők és optikai szenzorok gyűjtenek adatokat, amelyek alapján a vezérlőrendszer finomhangolja a folyamatot, vagy előre jelezheti a karbantartási igényeket. Az így gyűjtött adatok elemzése (big data analízis) segíthet a gyártási folyamatok optimalizálásában, a hibák megelőzésében és a termelékenység növelésében.
A lángvágás, bár alapelvei változatlanok, folyamatosan fejlődik a modern ipari környezet elvárásainak megfelelően. Az automatizálás, az intelligens vezérlések és az integrált rendszerek biztosítják, hogy ez a sokoldalú és költséghatékony technológia továbbra is alapvető maradjon a fémfeldolgozásban.
Gyakori problémák és hibaelhárítás a lángvágás során
A lángvágás viszonylag egyszerűnek tűnő folyamat, de a gyakorlatban számos probléma merülhet fel, amelyek befolyásolják a vágás minőségét és a folyamat hatékonyságát. A tapasztalt kezelők képesek felismerni ezeket a hibákat és gyorsan orvosolni azokat a megfelelő paraméterek beállításával vagy a berendezés karbantartásával. Íme néhány gyakori probléma és lehetséges megoldásuk:
1. Túl sok salak az alsó élen
Ez az egyik leggyakoribb probléma, amely vastag, nehezen eltávolítható salakréteget eredményez a vágott anyag alsó szélén.
- Lehetséges okok:
- Túl lassú vágási sebesség: A láng túl sokáig marad egy ponton, ami túlzott oxidációt és salakképződést eredményez.
- Túl alacsony vágóoxigén nyomás: Az oxigénsugár nem képes hatékonyan kifújni az olvadt oxidokat.
- Szennyezett vagy sérült fúvóka: Az oxigénsugár torzul, nem tudja megfelelően eltávolítani a salakot.
- Elégtelen előmelegítés: A fém nem éri el a megfelelő hőmérsékletet az oxidációhoz.
- Hibaelhárítás:
- Növelje a vágási sebességet.
- Ellenőrizze és növelje a vágóoxigén nyomását.
- Tisztítsa meg vagy cserélje ki a fúvókát.
- Ellenőrizze az előmelegítő lángot és szükség esetén állítsa be a gáznyomásokat.
2. Ferdeség vagy egyenetlen vágási felület
A vágott él nem merőleges az anyag felületére, vagy a felület hullámos, barázdált.
- Lehetséges okok:
- Helytelen fúvóka távolság: Túl közel vagy túl messze van a fúvóka a munkadarabtól.
- Túl magas vágási sebesség: A láng „lemarad”, ferde vágást okozva.
- Túl magas vágóoxigén nyomás: A sugár turbulenssé válik.
- Instabil égőfej vezetés (kézi vágásnál): Remegő kéz, egyenetlen mozgás.
- Sérült fúvóka: A torz oxigénsugár egyenetlen vágást eredményez.
- Hibaelhárítás:
- Állítsa be a fúvóka és a munkadarab közötti távolságot az ajánlott értékre.
- Csökkentse a vágási sebességet.
- Csökkentse a vágóoxigén nyomását.
- Stabilizálja az égőfej vezetését, használjon vezetőt vagy sablont kézi vágásnál.
- Cserélje ki a fúvókát.
3. Nem megfelelő beégés, elmaradó vágás
A vágás nem megy teljesen át az anyagon, vagy a vágási rés a folyamat során megszakad.
- Lehetséges okok:
- Túl gyors vágási sebesség: Az oxigénnek nincs ideje teljesen átvágni az anyagot.
- Túl alacsony vágóoxigén nyomás: Nincs elegendő erő az anyag átvágásához és az oxidok kifúvásához.
- Elégtelen előmelegítés: A fém nem elég forró az oxidáció megindulásához.
- Nem megfelelő fúvóka méret az anyagvastagsághoz.
- Anyagszennyeződés: Rozsda, festék vagy egyéb szennyeződés gátolja a folyamatot.
- Hibaelhárítás:
- Csökkentse a vágási sebességet.
- Növelje a vágóoxigén nyomását.
- Növelje az előmelegítő láng intenzitását, vagy hosszabbítsa meg az előmelegítési időt.
- Válasszon nagyobb fúvókát.
- Tisztítsa meg az anyag felületét a vágás előtt.
4. Túlzott hőhatás, élolvadás
A vágás szélei megolvadnak, széles vágási rés keletkezik, és a hőhatászóna (HAZ) túl nagy.
- Lehetséges okok:
- Túl lassú vágási sebesség: Túl sok hő jut az anyagba.
- Túl nagy előmelegítő láng: Feleslegesen nagy hőbevitel.
- Túl nagy fúvóka méret az anyagvastagsághoz.
- Túl alacsony vágóoxigén nyomás: A vágási résben felgyülemlik a hő.
- Hibaelhárítás:
- Növelje a vágási sebességet.
- Csökkentse az előmelegítő láng intenzitását.
- Válasszon kisebb fúvókát.
- Növelje a vágóoxigén nyomását.
5. Visszaégés (lángvisszacsapás)
Ez egy komoly biztonsági kockázat, amikor a láng visszafelé terjed a tömlőbe.
- Lehetséges okok:
- Nem megfelelő gáznyomás beállítás (túl alacsony égőgáz nyomás vagy túl magas oxigénnyomás).
- Sérült égőfej vagy fúvóka.
- Eltömődött fúvóka.
- A gázok keveredése az égőfejben vagy a tömlőben.
- Hibaelhárítás:
- Azonnal zárja el az oxigénpalack szelepét, majd az égőgáz palack szelepét!
- Ellenőrizze a gáznyomásokat és állítsa be azokat a gyártó ajánlásainak megfelelően.
- Tisztítsa meg vagy cserélje ki a fúvókát.
- Ellenőrizze a visszaégésgátlókat, és cserélje ki azokat, ha aktiválódtak vagy sérültek.
- Soha ne folytassa a munkát visszaégés után anélkül, hogy ellenőrizné és szükség esetén cserélné a berendezést és a biztonsági eszközöket.
A lángvágás során felmerülő problémák többsége megelőzhető a megfelelő képzéssel, a berendezések rendszeres karbantartásával és a paraméterek pontos beállításával. A hibaelhárítási ismeretek elengedhetetlenek a biztonságos és hatékony munkavégzéshez.







