
A mechanika világában számos olyan elemet találunk, amelyek a mozgás precíz irányítását és átalakítását szolgálják. Ezek közül az egyik legősibb, mégis rendkívül sokoldalú és napjainkban is széles körben alkalmazott gépelem a körhagyó tárcsa, vagy más néven excenter tárcsa, illetve gyakran csak bütykös tárcsa. Ez a látszólag egyszerű alkatrész a forgó mozgást képes bonyolult, előre meghatározott lineáris vagy oszcilláló mozgássá alakítani, ami alapvető fontosságú számos gép és berendezés működésében.
A körhagyó tárcsa lényege abban rejlik, hogy forgástengelye nem esik egybe a geometriai középpontjával. Ez a középponti eltolódás eredményezi azt, hogy a tárcsa egy pontján érintkező követő elem (pl. rúgóval terhelt rúd vagy himba) a tárcsa elfordulásával periodikus mozgást végez. Ennek a mozgásnak a jellege – sebessége, gyorsulása, elmozdulása – pontosan megtervezhető a tárcsa profiljának gondos kialakításával. Ez teszi a körhagyó tárcsát a mechanikai vezérlés egyik alappillérévé.
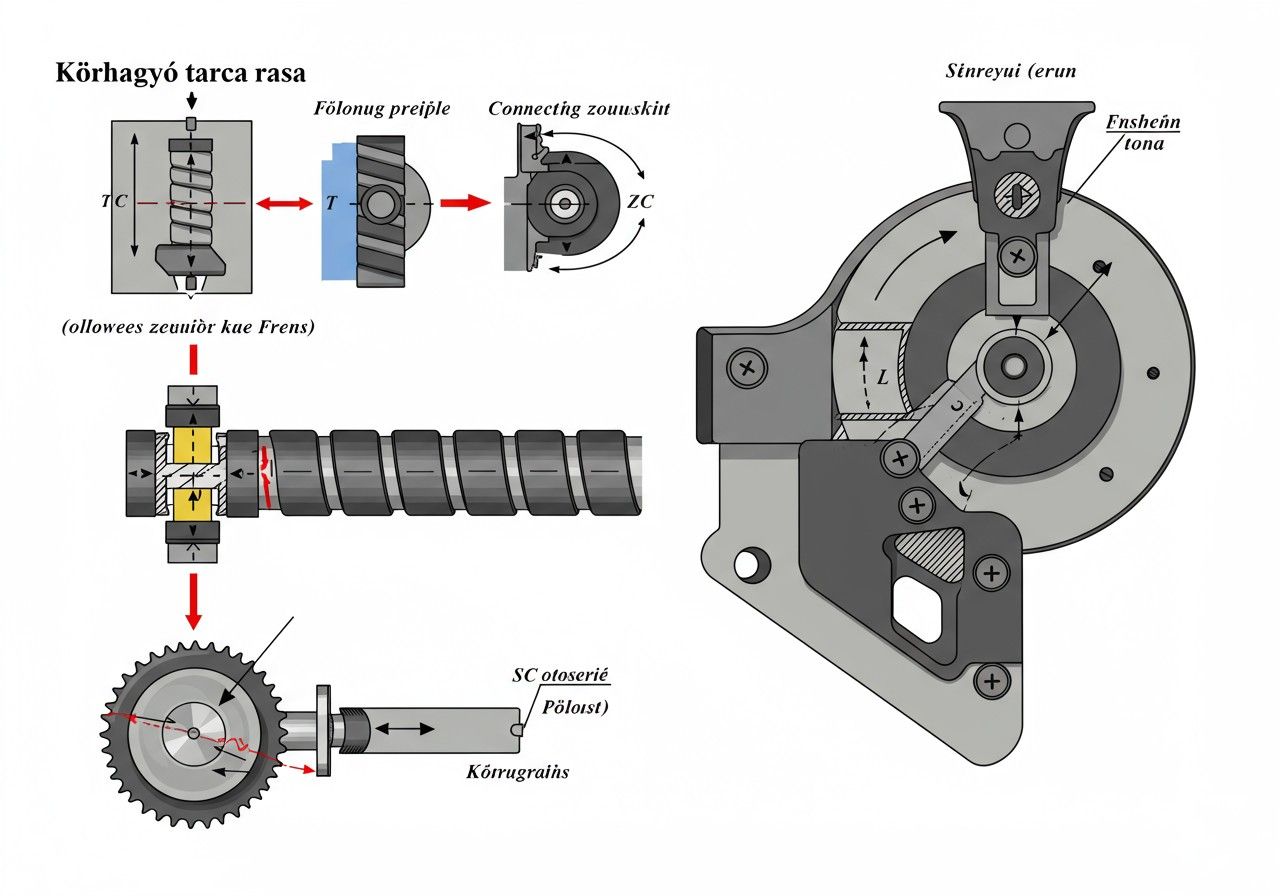
A körhagyó tárcsa működési elve a legegyszerűbb formájában is elegáns. Képzeljünk el egy tengelyre szerelt, kör alakú tárcsát, amelynek tengelye nem a kör középpontjában van. Amikor a tengely forog, a tárcsa külső kerülete egy „billegő” mozgást végez. Ha ehhez a külső kerülethez egy követő elemet illesztünk, az a tárcsa forgásával szinkronban fel-le vagy oda-vissza mozgást fog végezni. Ez a mozgásátalakítás a mechanikai rendszerekben elengedhetetlen.
A körhagyó tárcsák történeti áttekintése és fejlődése
A körhagyó tárcsák története egészen az ókorig nyúlik vissza, ahol már az egyszerű emelő- és szivattyúrendszerekben felismerték a periodikus mozgásvezérlés szükségességét. Az első feljegyzett alkalmazások Kínában és a Római Birodalomban jelentek meg, ahol vízemelő gépekben és malmokban használták őket. Ezen korai rendszerekben a bütykös mechanizmusok kulcsszerepet játszottak a forgó mozgás lineáris mozgássá alakításában, például a kalapácsok emelésében vagy a szelepek nyitásában.
A középkorban és a reneszánsz idején a technológia fejlődésével párhuzamosan a körhagyó tárcsák is egyre kifinomultabbá váltak. Leonardo da Vinci számos géptervében szerepelnek bütykös mechanizmusok, amelyek a szövetgyártástól kezdve a fémfeldolgozásig sokféle feladatra alkalmasak voltak. Ekkoriban kezdtek el megjelenni a különböző profilú tárcsák, amelyek már nem csupán egyszerű excentrikus körök voltak, hanem komplexebb formák, amelyek specifikus mozgásgörbéket eredményeztek.
Az ipari forradalom hozta el a körhagyó tárcsák aranykorát. A gőzgépek, majd később a belső égésű motorok és a textilipari gépek robbanásszerű fejlődése megkövetelte a precíz és megbízható mozgásvezérlést. A szelepek működtetése, a szövőgépek vetélőinek mozgatása, vagy a nyomdagépek papíradagolása mind olyan feladatok voltak, ahol a körhagyó tárcsák nélkülözhetetlennek bizonyultak. Ekkoriban váltak szabványossá a különböző profilok és a tervezési módszerek is egyre kifinomultabbá váltak.
A 20. században a számítógépes tervezés (CAD) és a numerikus vezérlésű gépek (CNC) megjelenésével a körhagyó tárcsák tervezése és gyártása forradalmasodott. Lehetővé vált a rendkívül pontos és komplex profilok megmunkálása, amelyek korábban elképzelhetetlenek lettek volna. A modern anyagok és a felületkezelési technológiák tovább növelték a bütykös mechanizmusok élettartamát és megbízhatóságát, biztosítva helyüket a mai high-tech gépekben is.
„A körhagyó tárcsa az egyszerűség és a zsenialitás tökéletes ötvözete, amely évszázadok óta szolgálja a mérnököket a mozgás precíz irányításában.”
A körhagyó tárcsa kinematikája: mozgás és erőátvitel
A körhagyó tárcsa kinematikai elemzése alapvető fontosságú a működésének megértéséhez és a tervezéséhez. A kinematika a mozgást írja le, anélkül, hogy az azt kiváltó erőket figyelembe venné. A körhagyó tárcsa mozgásának elemzése során a követő elmozdulását, sebességét és gyorsulását vizsgáljuk a tárcsa elfordulási szögének függvényében.
Az elmozdulás a követő pozíciójának változását jelenti a tárcsa elfordulásával. Egy egyszerű körhagyó tárcsa esetében a követő elmozdulása szinuszos vagy coszinuszos jellegű lehet, de a speciálisan kialakított profilok ennél sokkal bonyolultabb mozgásgörbéket is eredményezhetnek. Ezeket a mozgásgörbéket gyakran grafikus vagy analitikus módszerekkel határozzák meg a kívánt alkalmazásnak megfelelően.
A sebesség a követő elmozdulásának időbeli változása, míg a gyorsulás a sebesség időbeli változása. A gyorsulás elemzése különösen fontos, mivel a nagy gyorsulási értékek jelentős inerciaerőket okozhatnak, amelyek zajhoz, rezgéshez és fokozott kopáshoz vezethetnek. Ezért a tárcsa profilját úgy kell megtervezni, hogy a gyorsulás viszonylag sima és kontrollált legyen, elkerülve a hirtelen változásokat.
A mozgástörvények, amelyeket a tárcsa profiljának kialakításához használnak, kulcsfontosságúak. Léteznek állandó sebességű, állandó gyorsulású (parabolikus), egyszerű harmonikus mozgású (szinuszos), cikloidális, módosított trapéz alakú, és módosított szinuszos mozgástörvények. Mindegyiknek megvannak a maga előnyei és hátrányai a sebesség és gyorsulás szempontjából, és a választás az adott alkalmazás követelményeitől függ.
Az erőátvitel a tárcsa és a követő között fellépő erőkre vonatkozik. A tárcsa forgatónyomatékot ad át a követőnek, amely ennek hatására mozog. Fontos paraméter a nyomásszög, ami a követő mozgásirányának és a tárcsa felületére merőleges iránynak a szöge. A nagy nyomásszög növeli a súrlódást és a követő beragadási hajlamát, ezért a tervezés során igyekeznek azt egy bizonyos határérték alatt tartani.
Különböző típusú körhagyó tárcsák és követő elemek
A körhagyó tárcsák rendkívül sokfélék lehetnek formájukat és működésüket tekintve, és a hozzájuk tartozó követő elemek is számos variációban léteznek. Az optimális kombináció kiválasztása kulcsfontosságú a rendszer hatékonysága és élettartama szempontjából.
Tárcsa típusok
A leggyakoribb a tárcsás bütyök (disc cam), ahol a bütyök egy sík felületű tárcsa, amelynek profilja a kerületén van kialakítva. Ez a leggyakrabban alkalmazott típus, és sokféle mozgásgörbe megvalósítására alkalmas. A profil lehet egyszerű excenter kör, de sokkal komplexebb, aszimmetrikus formákat is ölthet.
A hengeres bütyök (cylindrical cam) egy henger felületén kialakított horony segítségével vezeti a követőt. Ez a típus gyakran axiális elmozdulást biztosít, és jellemzően indexelő mechanizmusokban vagy szerszámgépek előtoló mozgásainál alkalmazzák. A horony lehet nyitott vagy zárt, utóbbi esetben a követő mindkét irányú mozgása kényszerített.
Az homlokbütyök (end cam) a henger tengelyirányú felületén van kialakítva, és jellemzően egy síkfelületű követővel működik együtt. Ez a típus is axiális mozgást generál, és gyakran használják egyszerűbb, precíziós alkalmazásokban.
A gömb alakú bütyök (globoidal cam) egy összetettebb, háromdimenziós profilú bütyök, amely egyszerre több tengely mentén is képes mozgást generálni. Ritkábban fordul elő, speciális, komplex mozgásigényű rendszerekben alkalmazzák.
A konjugált bütykök (conjugate cams) két, egymáshoz illeszkedő bütyökből állnak, amelyek biztosítják, hogy a követő mindig érintkezésben maradjon, eliminálva a rugók szükségességét. Ez a megoldás különösen nagy sebességű vagy nagy terhelésű alkalmazásoknál előnyös, ahol a rugók nem lennének elégségesek.
Követő típusok
A követők a körhagyó tárcsa által generált mozgást veszik fel, és továbbítják a rendszer többi részének. A kiválasztásuk a terheléstől, a sebességtől és a kívánt mozgás pontosságától függ.
A késélű követő (knife-edge follower) a legegyszerűbb, de a legkevésbé tartós típus. A bütyökprofil egyetlen ponton érintkezik a követővel, ami nagy felületi nyomást és gyors kopást eredményez. Ritkán alkalmazzák, csak kis terhelésű, lassú rendszerekben.
A görgős követő (roller follower) a leggyakoribb és legelőnyösebb típus. A követő végén egy görgő található, amely gördülve érintkezik a bütyökprofil felületével. Ez jelentősen csökkenti a súrlódást és a kopást, és lehetővé teszi a nagy sebességű működést. A görgő lehet excentrikusan is rögzítve a finomhangolás érdekében.
A síkfelületű követő (flat-faced follower) egy sík felülettel érintkezik a bütyökprofillal. Előnye a viszonylag nagy érintkezési felület, ami csökkenti a felületi nyomást, de hátránya, hogy érzékeny az alámetszésre (undercutting) és nehezebben kezelhetők a hirtelen profilváltozások.
A gömbfejű követő (spherical-faced follower) egy gömbölyű felülettel érintkezik a bütyökkel. Ez a típus a síkfelületű és a görgős követő közötti kompromisszumot jelenti, bizonyos fokú önbeállást tesz lehetővé és csökkenti a szélnyomás hatását.
A követő mozgása szerint is megkülönböztetünk típusokat:
- Forduló (oscillating) követő: egy tengely körül elforduló kar, amely a bütyökprofil hatására himbáló mozgást végez.
- Elmozduló (translating) követő: egyenes vonalú mozgást végez, lehet radiális (a bütyök középpontján áthaladó) vagy eltolt (offset) típusú.
Anyagválasztás és gyártástechnológia körhagyó tárcsák esetén

A körhagyó tárcsák és követőik megfelelő működéséhez és hosszú élettartamához kulcsfontosságú az anyagválasztás és a gyártástechnológia. Ezek a tényezők befolyásolják a kopásállóságot, a szilárdságot, a merevséget és a zajszintet.
Anyagok
A leggyakrabban használt anyagok a következők:
- Ötvözött acélok: Kiváló szilárdságot és kopásállóságot biztosítanak, különösen hőkezelés után. Gyakoriak a szerszámgépekben, motorokban és nagy terhelésű ipari alkalmazásokban. Például 42CrMo4, 100Cr6.
- Edzhető öntöttvas: Jó csillapítási tulajdonságokkal rendelkezik, ami csökkenti a zajt és a rezgést. Költséghatékonyabb, mint az acél, és gyakran használják közepes terhelésű alkalmazásokban, például motorok vezérműtengelyeinél.
- Műanyagok és kompozitok: Könnyű súlyúak, korrózióállóak és csendesek. Kis terhelésű, nagy sebességű alkalmazásokban, például irodai berendezésekben, játékokban vagy speciális orvosi eszközökben használják. Például POM, nylon, PE.
- Bronz és sárgaréz: Jó súrlódási tulajdonságokkal rendelkeznek, gyakran használják követőként vagy perselyként, ahol a súrlódás minimalizálása a cél.
A felületi keménység és a felületi érdesség kritikus paraméterek. A bütyök és a követő felületének keménynek és simának kell lennie a kopás minimalizálása és a súrlódás csökkentése érdekében. Ezért gyakran alkalmaznak felületkezeléseket.
Gyártástechnológia
A körhagyó tárcsák gyártása precíz megmunkálást igényel a kívánt profil eléréséhez.
- Marás: CNC marógépekkel rendkívül pontos profilok alakíthatók ki. Ez a leggyakoribb módszer acél és öntöttvas bütykök gyártására.
- Köszörülés: A keményített bütykök felületi finomságának és pontosságának eléréséhez köszörülést alkalmaznak. Ez különösen fontos a nagy sebességű és nagy pontosságú alkalmazásoknál.
- Öntés: Öntöttvas bütykök esetében az öntés költséghatékony megoldás. Az öntést követően gyakran szükség van megmunkálásra és felületkezelésre.
- Szelektív lézerszinterezés (SLS) vagy fém 3D nyomtatás: Speciális, kis szériás vagy prototípus bütykök esetén alkalmazható, ahol a komplex geometria megmunkálása nehézkes lenne.
A hőkezelési eljárások, mint az edzés, nemesítés és cementálás, növelik az acél bütykök felületi keménységét és kopásállóságát. A felületi bevonatok, mint a nitridálás vagy DLC (Diamond-Like Carbon) bevonatok, tovább javíthatják a súrlódási és kopási tulajdonságokat.
„A megfelelő anyag és gyártástechnológia megválasztása nem csupán a költségeket optimalizálja, hanem alapvetően határozza meg a körhagyó tárcsa mechanikai teljesítményét és élettartamát.”
Tervezési szempontok és optimalizálás
A körhagyó tárcsa tervezése összetett feladat, amely során számos paramétert figyelembe kell venni a kívánt mozgásgörbe eléréséhez és a megbízható működés biztosításához. A cél egy olyan profil kialakítása, amely a lehető legsimább mozgást biztosítja minimális zaj és kopás mellett.
Mozgástörvények kiválasztása
A tervezés alapja a mozgástörvény kiválasztása, amely meghatározza a követő elmozdulását, sebességét és gyorsulását a bütyök elfordulási szögének függvényében. A különböző mozgástörvények eltérő sebesség- és gyorsulásgörbéket eredményeznek:
- Egyszerű harmonikus mozgás (SHM): Szinuszos elmozdulás, coszinuszos sebesség, szinuszos gyorsulás. Jól alkalmazható mérsékelt sebességeknél, de a gyorsulás hirtelen változik a mozgás elején és végén.
- Cikloidális mozgás: Folyamatos és sima sebesség- és gyorsulásgörbékkel rendelkezik, nulla sebességgel és gyorsulással a mozgás elején és végén. Ideális nagy sebességű alkalmazásokhoz, minimalizálja a rázkódást.
- Módosított trapéz mozgás: A gyorsulásgörbe trapéz alakú, ami viszonylag alacsony maximális gyorsulást és sima átmeneteket biztosít. Jó kompromisszum a sebesség és a simaság között.
- Módosított szinuszos mozgás: Hasonló a cikloidálishoz, de egyszerűbb analitikusan leírni. Jó választás nagy sebességű alkalmazásokhoz is.
A mozgástörvény kiválasztása során figyelembe kell venni a rendszer tehetetlenségét, a megengedett gyorsulási értékeket és a zajszintet.
Nyomásszög és görbületi sugár
A nyomásszög a bütyökprofilra merőleges irány és a követő mozgásiránya közötti szög. Ha a nyomásszög túl nagy (általában 30-35 fok felett), az megnöveli a súrlódást a követő és a vezeték között, ami beragadást és gyors kopást okozhat. A tervezés során minimalizálni kell a nyomásszöget, különösen a maximális elmozdulás pontjainál.
A görbületi sugár a bütyökprofil görbületét jellemzi. Ha a görbületi sugár túl kicsi, az a követő alámetszéséhez (undercutting) vezethet, különösen síkfelületű követők esetén. A görgős követőknél a görbületi sugár nem lehet kisebb, mint a görgő sugara, különben a bütyök profilja nem lesz megmunkálható. Az alámetszés elkerülése alapvető fontosságú a működés szempontjából.
Tervezési folyamat
A modern körhagyó tárcsa tervezés gyakran számítógépes szoftverekkel történik (pl. CAD/CAM rendszerek). A tervezési lépések általában a következők:
- A kívánt követő mozgásgörbe meghatározása (elmozdulás, sebesség, gyorsulás).
- A mozgástörvény kiválasztása.
- A bütyökprofil geometriájának meghatározása matematikai képletek vagy grafikus módszerek segítségével.
- A nyomásszög és a görbületi sugár ellenőrzése a teljes mozgástartományban.
- Optimalizálás a minimális zaj, rezgés és kopás elérésére.
- A bütyök és a követő anyagának és gyártástechnológiájának kiválasztása.
- Szimuláció és végeselem-analízis (FEA) a terhelések és feszültségek ellenőrzésére.
A bütyökprofil optimalizálása során gyakran iteratív eljárásokat alkalmaznak, ahol a kezdeti profilt módosítják a kritikus paraméterek javítása érdekében. Ez biztosítja, hogy a kész tárcsa a lehető legjobb teljesítményt nyújtsa.
A körhagyó tárcsák alkalmazása a gépiparban
A körhagyó tárcsák rendkívül sokoldalú gépelemek, amelyek a gépipar szinte minden szegmensében megtalálhatók. Képességük, hogy precíz és ismétlődő mozgásokat generáljanak, nélkülözhetetlenné teszi őket számos automatizált és mechanikus rendszerben.
Autóipar
Az autóiparban a körhagyó tárcsák, pontosabban a vezérműtengelyek bütykei, alapvető szerepet játszanak a belső égésű motorok működésében. A vezérműtengely bütykei nyitják és zárják a motor szelepeit, szabályozva ezzel a levegő és az üzemanyag beáramlását, valamint a kipufogógázok távozását. A bütyökprofil precíz kialakítása kulcsfontosságú a motor teljesítménye, üzemanyag-fogyasztása és károsanyag-kibocsátása szempontjából. A VVT (Variable Valve Timing) rendszerekben a bütykök pozíciója vagy profilja dinamikusan változhat a motor fordulatszámától és terhelésétől függően, optimalizálva a motor működését.
Emellett az excenter tárcsák kisebb szerepet játszhatnak más autóipari rendszerekben is, például az ablaktörlő mechanizmusokban, ahol a forgó mozgást alakítják át a lapátok oszcilláló mozgásává. Régebbi típusú üzemanyag-szivattyúkban is előfordultak, ahol a bütyök mozgatott egy membránt a tüzelőanyag szállításához.
Textilipar
A textiliparban a körhagyó tárcsák hosszú ideje alapvető gépelemek. A szövőgépekben a vetélők és a láncfonalak mozgását szabályozzák, biztosítva a pontos és ismétlődő minták kialakítását. A kötőgépekben a tűk mozgását vezérlik, ami elengedhetetlen a hurkok képzéséhez és a szövet elkészítéséhez. A fonógépekben is találkozhatunk velük, ahol a szálak előtolását és felcsévélését szabályozzák. A precíz mozgásvezérlés itt kritikus a termék minősége és a gyártási sebesség szempontjából.
Csomagolóipar
A modern csomagológépek rendkívül gyorsak és automatizáltak, és ebben a körhagyó tárcsák kulcsszerepet játszanak. A töltőgépekben a palackok vagy dobozok pontos pozicionálását és a töltőfejek mozgását irányítják. A lezáró gépekben a kupakok felhelyezését és rögzítését végzik. A címkéző gépekben pedig a címkék pontos felhelyezését biztosítják. A nagy sebességű, ismétlődő mozgások precíz vezérlése elengedhetetlen a hatékony és hibamentes csomagoláshoz.
Nyomdaipar
A nyomdagépekben a papír adagolása, a nyomóhengerek mozgása és a festék felvitele mind olyan folyamatok, amelyek precíz időzítést igényelnek. A körhagyó tárcsák itt is elengedhetetlenek a különböző mechanizmusok szinkronizálásához és a pontos mozgások generálásához. A papíradagoló mechanizmusok gyakran használnak bütykös rendszereket a lapok pontos és egyenletes továbbításához.
Robotics és automatizálás
Bár a modern robotika gyakran szervomotorokra és digitális vezérlésre épül, bizonyos alkalmazásokban, különösen ahol nagy erők és egyszerű, ismétlődő mozgások szükségesek, a mechanikus bütykös rendszerek még mindig hatékonyak lehetnek. Például ipari manipulátorok vagy speciális célgépek megfogóiban és adagoló mechanizmusaiban találkozhatunk velük. Az indexelő bütykök, amelyek diszkrét lépésekben mozgatnak egy alkatrészt, különösen hasznosak az automatizált gyártósorokon.
Orvosi eszközök
Az orvosi eszközök, például a perisztaltikus pumpák, gyakran használnak körhagyó tárcsákat a folyadékok pontos adagolásához. A bütyök forgása összenyomja a rugalmas csövet, és ezzel a folyadékot továbbítja. Ezen kívül diagnosztikai berendezésekben is előfordulhatnak, ahol precíz mintavételi vagy pozicionálási mozgásokat kell végezni. Itt a megbízhatóság és a sterilitás kiemelt szempont.
A fenti példák rávilágítanak arra, hogy a körhagyó tárcsa nem csupán egy elméleti koncepció, hanem egy rendkívül praktikus és széles körben alkalmazott gépelem, amely számos iparágban alapvető fontosságú a modern mechanikai rendszerek működéséhez.
A körhagyó tárcsák előnyei és hátrányai
Mint minden gépelemnek, a körhagyó tárcsáknak is megvannak a maguk specifikus előnyei és hátrányai, amelyek befolyásolják, hogy mely alkalmazásokban érdemes őket használni, és melyekben célszerű más megoldást keresni.
Előnyök
A körhagyó tárcsák egyik legnagyobb előnye a precíz mozgásvezérlés. A tárcsa profiljának pontos kialakításával bármilyen kívánt periodikus mozgásgörbe megvalósítható, legyen szó lineáris, oszcilláló vagy komplexebb mozgásról. Ez a pontosság kritikus számos ipari folyamatban.
A viszonylagos egyszerűség is jelentős előny. Bár a tervezés komplex lehet, maga a mechanizmus gyakran egyszerűbb, mint egy ugyanolyan mozgást végrehajtó elektronikus vezérlésű rendszer. Ez csökkentheti a gyártási költségeket és a karbantartási igényeket.
A körhagyó tárcsák nagy erőátviteli képességgel rendelkeznek, és képesek jelentős terheléseket kezelni. Ezért ideálisak olyan alkalmazásokhoz, ahol a mozgás mellett erőt is kell átadni, például szelepek nyitásához vagy nehéz alkatrészek mozgatásához.
A kompakt kialakítás lehetővé teszi, hogy viszonylag kis helyen komplex mozgásokat valósítsanak meg. Ez különösen előnyös olyan gépekben, ahol a hely korlátozott, de a funkcionális igények magasak.
Mechanikai szinkronizációt biztosítanak. Ha több bütyköt szerelnek egy közös tengelyre, azok tökéletes szinkronban fognak működni, ami elengedhetetlen a többkomponensű rendszerekben, például a motorok szelepeinek időzítésénél.
Hátrányok
A körhagyó tárcsák egyik legnagyobb hátránya a tervezési és gyártási komplexitás. A kívánt mozgásgörbe eléréséhez a bütyökprofilt nagy pontossággal kell megtervezni és megmunkálni. Ez különösen igaz a komplex, nagy sebességű alkalmazásokra, ahol a gyorsulási értékek optimalizálása kulcsfontosságú.
A kopás és súrlódás jelentős problémát jelenthet. A bütyök és a követő közötti folyamatos érintkezés és relatív mozgás kopáshoz vezet, ami befolyásolja a pontosságot és a rendszer élettartamát. Megfelelő anyagválasztás, felületkezelés és kenés elengedhetetlen a probléma minimalizálásához.
A nagy sebességű működés során fellépő zaj és rezgés is hátrány lehet. A hirtelen gyorsulásváltozások és az inerciaerők jelentős vibrációt és akusztikus terhelést okozhatnak, ami korlátozhatja az alkalmazási területeket.
A rugalmatlanság is egy fontos szempont. Amint a bütyökprofilt egyszer legyártották, a mozgásgörbe fix. A működés közbeni változtatásokhoz vagy a mozgás adaptálásához a bütyök cseréjére van szükség, ami nem mindig praktikus vagy költséghatékony. Ez ellentétben áll a modern elektronikus vezérlésű rendszerek rugalmasságával.
Az alámetszés (undercutting) jelensége korlátozhatja a bütyökprofilok kialakítását, különösen síkfelületű követők esetén. Ez azt jelenti, hogy bizonyos mozgásgörbék vagy kis görbületi sugarak nem valósíthatók meg anélkül, hogy a bütyök felülete ne metszné önmagát, ami lehetetlenné teszi a gyártást.
Összességében a körhagyó tárcsák kiváló megoldást jelentenek olyan alkalmazásokban, ahol precíz, ismétlődő, mechanikusan vezérelt mozgásokra van szükség, különösen nagy terhelés és mechanikai szinkronizáció esetén. Azonban a rugalmatlanság és a dinamikai problémák miatt bizonyos esetekben az elektronikus vagy hidraulikus vezérlés előnyösebb lehet.
Karbantartás és hibaelhárítás körhagyó tárcsás rendszerekben

A körhagyó tárcsás rendszerek megbízható és hosszú távú működéséhez elengedhetetlen a rendszeres karbantartás és a potenciális hibák időben történő felismerése, valamint elhárítása. A megfelelő gondoskodás jelentősen meghosszabbíthatja a gépelem élettartamát és minimalizálhatja a váratlan leállásokat.
Rendszeres karbantartás
A kenés az egyik legfontosabb karbantartási feladat. A bütyök és a követő közötti súrlódás minimalizálása érdekében rendszeres és megfelelő kenőanyag-ellátás szükséges. Ez csökkenti a kopást, a hőtermelést és a zajt. A kenőanyag típusát (olaj, zsír) és a kenési intervallumot a gyártó előírásai, valamint az üzemi körülmények (hőmérséklet, terhelés, sebesség) alapján kell meghatározni.
A kopás ellenőrzése szintén kritikus. Rendszeres időközönként vizuálisan ellenőrizni kell a bütyökprofil és a követő felületét. A túlzott kopás, barázdák, gödrök vagy egyéb felületi hibák jelezhetik, hogy a rendszer nem működik optimálisan, vagy anyagfáradás lépett fel. A görgős követők esetében ellenőrizni kell a görgő szabad forgását és a csapágyazás állapotát.
Az illuszálások és hézagok ellenőrzése is fontos. A bütyök és a követő közötti túl nagy hézag (backlash) pontatlansághoz, zajhoz és ütésekhez vezethet. Az optimális hézag beállítása alapvető a precíz működéshez. A rögzítő elemek, csavarok, anyák rendszeres ellenőrzése és szükség esetén utánhúzása megakadályozza a laza alkatrészek okozta hibákat.
A rugók állapotának ellenőrzése, amennyiben a rendszerben rugókat használnak a követő érintkezésben tartásához, szintén lényeges. A fáradt vagy törött rugók nem képesek megfelelően biztosítani az érintkezést, ami a követő elválásához (jump) és hibás mozgáshoz vezethet. A rugóerő mérése és szükség esetén a rugók cseréje megelőzheti ezeket a problémákat.
Hibaelhárítás
A körhagyó tárcsás rendszerekben előforduló gyakori hibák és azok lehetséges okai, valamint megoldásai:
| Hiba jelenség | Lehetséges ok(ok) | Megoldás |
|---|---|---|
| Túlzott zaj és rezgés | Nem megfelelő kenés; Túl nagy hézag; Túl nagy gyorsulási értékek; Kopott bütyök/követő; Elszakadt követő (jump); Laza rögzítések. | Kenés ellenőrzése/pótlása; Hézag beállítása; Bütyökprofil optimalizálása (ha lehetséges); Csere; Rugó ellenőrzése/csere; Rögzítések meghúzása. |
| Elégtelen vagy pontatlan mozgás | Kopott bütyök/követő; Rugóhiba; Túl nagy súrlódás; Hibás bütyökprofil; Szennyeződés a rendszerben; Elhajlott tengely. | Csere; Rugó ellenőrzése/csere; Kenés javítása; Újratervezés/csere; Tisztítás; Tengely egyengetése/csere. |
| Gyors kopás | Nem megfelelő kenés; Helytelen anyagválasztás; Túlzott terhelés; Magas felületi nyomás (rossz profil); Szennyeződés; Rossz beállítás. | Kenés javítása; Anyagcsere; Terhelés csökkentése; Profil optimalizálása; Tisztítás; Beállítás korrekciója. |
| Túlmelegedés | Nem megfelelő kenés; Túl nagy súrlódás; Túlzott terhelés; Rossz beállítás. | Kenés javítása; Súrlódás csökkentése; Terhelés csökkentése; Beállítás korrekciója. |
A diagnosztikai eszközök, mint a rezgéselemzők vagy hőkamerák, segíthetnek a problémák korai felismerésében és a megelőző karbantartási stratégia kidolgozásában. A rendszeres ellenőrzések és a proaktív hibaelhárítás kulcsfontosságú a körhagyó tárcsás rendszerek optimális teljesítményének fenntartásához.
A jövőbeli trendek és innovációk a körhagyó tárcsák területén
Bár a körhagyó tárcsák egy ősi gépelemnek számítanak, a technológiai fejlődés és az új mérnöki megközelítések folyamatosan hozzájárulnak a továbbfejlesztésükhöz és új alkalmazási területek felfedezéséhez. A jövőben várhatóan a digitális technológiák és az anyagfejlesztés fogja a legnagyobb hatást gyakorolni ezen a területen.
Integráció mechatronikai rendszerekkel
A mechatronika, amely a mechanika, elektronika és informatika ötvözete, új lehetőségeket nyit a körhagyó tárcsás rendszerek számára. A digitális vezérlés és a szenzorok integrálása lehetővé teszi a bütykös rendszerek dinamikusabb és adaptívabb működését. Például a változó szelepvezérlés (VVT) rendszerek már most is részben mechatronikai elven működnek, ahol az elektronika vezérli a bütykök relatív pozícióját vagy profilját a motor teljesítményének optimalizálása érdekében.
A jövőben elképzelhető, hogy olyan adaptív bütykös rendszerek is megjelennek, amelyek képesek a bütyökprofilt vagy a követő mozgását valós időben módosítani az aktuális üzemi feltételekhez igazodva. Ez a rugalmasság, amelyet korábban csak tisztán elektronikus rendszerek tudtak biztosítani, jelentősen növelheti a körhagyó tárcsák alkalmazhatóságát.
Fejlett anyagok és felületkezelések
Az anyagtechnológia folyamatos fejlődése hozzájárul a körhagyó tárcsák élettartamának és teljesítményének javításához. Az új, nagy szilárdságú és kopásálló ötvözetek, valamint a speciális kerámia- vagy kompozit anyagok lehetővé teszik a még nagyobb terhelés és sebesség melletti működést. A nanotechnológia alapú felületkezelések, mint például a gyémántszerű szén (DLC) bevonatok vagy a speciális tribológiai rétegek, drámaian csökkenthetik a súrlódást és a kopást, minimalizálva a karbantartási igényt és növelve az energiahatékonyságot.
Az intelligens anyagok, amelyek képesek változtatni tulajdonságaikat (pl. keménység, súrlódási együttható) külső hatásra, hosszú távon akár önszabályozó bütykös rendszereket is lehetővé tehetnek.
Additív gyártástechnológiák (3D nyomtatás)
Az additív gyártás, különösen a fém 3D nyomtatás, forradalmasíthatja a körhagyó tárcsák gyártását. Lehetővé teszi rendkívül komplex és optimalizált bütyökprofilok előállítását, amelyek hagyományos megmunkálási eljárásokkal nehezen vagy egyáltalán nem lennének gyárthatók. Ez a technológia különösen előnyös lehet prototípusok, kis szériás gyártás vagy egyedi alkatrészek esetében, ahol a gyorsaság és a geometriai szabadság kulcsfontosságú.
A 3D nyomtatással könnyedén integrálhatók lehetnek a bütyökbe belső hűtőcsatornák vagy könnyítések, amelyek javítják a termikus menedzsmentet és csökkentik a tehetetlenségi nyomatékot. Ez új lehetőségeket nyit a teljesítményoptimalizálás terén.
Számítógépes szimuláció és mesterséges intelligencia
A fejlett számítógépes szimulációs eszközök és a mesterséges intelligencia (MI) egyre nagyobb szerepet játszanak a körhagyó tárcsák tervezésében és optimalizálásában. Az MI algoritmusok képesek lehetnek a bütyökprofilok automatikus generálására a kívánt mozgásgörbék, terhelési feltételek és dinamikai korlátok alapján. Ez jelentősen felgyorsíthatja a tervezési folyamatot és olyan optimalizált megoldásokat eredményezhet, amelyeket emberi beavatkozással nehéz lenne elérni.
A digitális ikrek (digital twin) technológia alkalmazása révén a bütykös rendszerek valós idejű digitális mása hozható létre, amely lehetővé teszi a prediktív karbantartást, a hibák előrejelzését és a működés folyamatos optimalizálását anélkül, hogy a fizikai rendszert le kellene állítani.
Ezek a trendek azt mutatják, hogy a körhagyó tárcsák, annak ellenére, hogy régóta létező gépelemek, továbbra is relevánsak maradnak, és a jövőben is kulcsszerepet játszhatnak a mechanikai rendszerek fejlődésében, különösen az intelligens és adaptív gépek korában.







