
A modern elektronikai iparban a miniatürizálás és a megbízhatóság iránti igény folyamatosan növekszik. Az egyre kisebb, sűrűbb beültetésű áramköri lapok (PCB-k) és a hőre érzékeny alkatrészek megjelenése új kihívásokat támaszt a forrasztástechnológiával szemben. A hagyományos forrasztási módszerek, mint például az infra (IR) vagy a konvekciós reflow kemencék, bizonyos esetekben már nem elegendőek, vagy kompromisszumokat igényelnek. Ezen kihívásokra kínál elegáns és hatékony megoldást a gőzfázisú forrasztás, más néven kondenzációs forrasztás, amely egyre nagyobb népszerűségnek örvend a magas minőségű elektronikai gyártásban.
A gőzfázisú forrasztás egy olyan kifinomult eljárás, amely a hőátadás egyedülálló mechanizmusát használja ki: a forrasztandó alkatrészeket és az áramköri lapot egy telített, forró gőztérbe merítik. Ez a gőz a felületükön kondenzálódik, és a halmazállapot-változás során felszabaduló látens hő energiáját adja át rendkívül gyorsan és egyenletesen. Ez a módszer kiválóan alkalmas a legmodernebb, nagy sűrűségű, komplex áramkörök forrasztására, ahol a precíz hőmérséklet-szabályozás és a homogén hőeloszlás kulcsfontosságú.
A gőzfázisú forrasztás alapjai: mi is ez pontosan?
A gőzfázisú forrasztás lényege, hogy a forrasztási folyamat egy speciális, fluorozott folyadék (általában perfluorpoliéter, PFPE) telített gőzterében zajlik. Ez a folyadék egy zárt tartályban, precízen szabályozott körülmények között forr, és a keletkező gőzrétegbe merítik a forrasztandó áramköri lapot. Amikor az áramköri lap, amelynek hőmérséklete alacsonyabb, mint a gőz kondenzációs pontja, belép ebbe a gőztérbe, a gőz azonnal kondenzálódni kezd a felületén. A kondenzáció során felszabaduló látens hő rendkívül hatékonyan és egyenletesen melegíti fel az egész áramköri lapot a gőz kondenzációs hőmérsékletére.
Ez a módszer merőben eltér a hagyományos reflow forrasztási eljárásoktól, ahol a hőátadás jellemzően konvekcióval (forró levegővel) vagy sugárzással (infra) történik. Az utóbbiaknál a hőmérséklet-eloszlás inhomogén lehet, különösen a különböző hőkapacitású alkatrészekkel terhelt lapokon, ami hőmérsékleti gradienshez és potenciális forrasztási hibákhoz vezethet. A gőzfázisú forrasztás ezzel szemben garantálja, hogy az áramköri lap minden pontja, az alkatrészek méretétől és elhelyezkedésétől függetlenül, pontosan a gőz kondenzációs hőmérsékletére melegszik fel, egészen addig, amíg a forrasztópaszta teljesen megolvad és a forrasztás befejeződik.
A technológia gyökerei a 20. század közepére nyúlnak vissza, amikor az elektronikai gyártásban felmerült az igény a pontosabb és kontrolláltabb forrasztási módszerek iránt. A 3M cég volt az úttörője a perfluorozott folyadékok fejlesztésében, amelyek stabilak, inert anyagok, és ideálisak a gőzfázisú forrasztáshoz. Az elmúlt évtizedekben a technológia folyamatosan fejlődött, és ma már a legmodernebb gyártósorok szerves részét képezi, különösen azokban az alkalmazásokban, ahol a megbízhatóság és a minőség kritikus tényező.
Hogyan működik a gőzfázisú forrasztási folyamat?
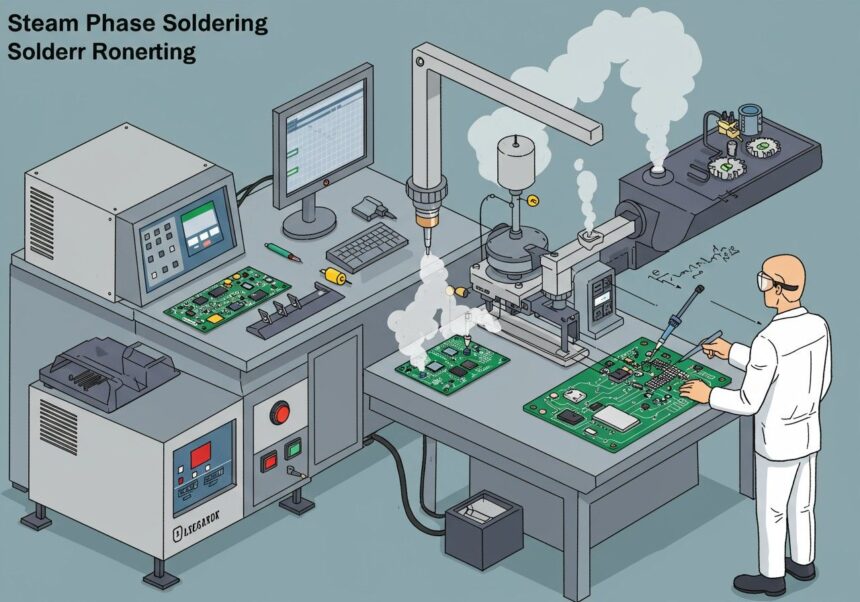
A gőzfázisú forrasztási folyamat megértéséhez érdemes részletesebben megvizsgálni a berendezés felépítését és a hőátadás mechanizmusát. A folyamat több lépcsőből áll, amelyek mindegyike hozzájárul a sikeres és homogén forrasztáshoz.
A berendezés felépítése
Egy tipikus gőzfázisú forrasztó berendezés alapvetően egy zárt kamrából áll, amelyben a speciális folyadékot forrásban tartják. A kamra jellemzően a következő fő részeket tartalmazza:
- Folyadéktartály és fűtőelemek: Itt található a perfluorpoliéter folyadék, amelyet elektromos fűtőelemekkel melegítenek a forráspontjára. A folyadék kiválasztása kritikus, mivel a forráspontja határozza meg a forrasztási hőmérsékletet.
- Gőztér: A folyadék felett alakul ki a telített gőztér, ahol a forrasztás ténylegesen megtörténik. A gőz sűrűbb a levegőnél, így egy stabil réteget alkot a folyadék felett.
- Kondenzációs zóna (hűtőspirálok): A gőztér felső részén hűtőspirálok találhatók, amelyek alacsonyabb hőmérsékletűek, mint a gőz. Ezek feladata, hogy a gőz ne távozzon el a kamrából, hanem kondenzálódjon és visszacsepegjen a folyadéktartályba, minimalizálva ezzel a folyadékveszteséget.
- Rakodó- és szállítórendszer: Az áramköri lapok bejuttatására és eltávolítására szolgáló mechanizmus, amely lehet manuális, félautomata vagy teljesen automata.
- Vezérlőrendszer: A hőmérséklet, a folyamat időzítésének és a biztonsági funkciók felügyeletére.
A hőátadás mechanizmusa
A gőzfázisú forrasztás egyedülállósága a hőátadás módjában rejlik. Amikor a forrasztandó áramköri lapot a forró gőztérbe engedik, a gőz azonnal érintkezésbe kerül a hidegebb felülettel. Ez az érintkezés kondenzációt vált ki: a gőz folyékony halmazállapotba megy át az áramköri lap felületén. A kondenzáció egy exoterm folyamat, ami azt jelenti, hogy hő szabadul fel. Ezt a felszabaduló hőt látens hőnek nevezzük, és ez a hőenergia az, ami rendkívül hatékonyan és gyorsan felmelegíti az áramköri lapot és az összes alkatrészt.
A folyamat addig tart, amíg az áramköri lap hőmérséklete el nem éri a gőz kondenzációs pontját. Ezen a ponton a hőmérséklet stabilizálódik, és a rendszer a forrasztási hőmérsékleten tartja az egész lapot. Ez a jelenség biztosítja a rendkívül egyenletes hőeloszlást, mivel minden felület, amely érintkezik a gőzzel, pontosan ugyanarra a hőmérsékletre melegszik fel. Ez különösen előnyös a különböző tömegű és hőkapacitású alkatrészek esetén, mivel kiküszöböli a hőmérsékleti gradiens kialakulásának lehetőségét.
A perfluorpoliéter (PFPE) folyadékok szerepe
A perfluorpoliéter (PFPE) folyadékok (gyakran Fluorinert márkanéven ismertek) a gőzfázisú forrasztás szívét képezik. Ezek a folyadékok speciális kémiai tulajdonságokkal rendelkeznek, amelyek ideálissá teszik őket erre az alkalmazásra:
- Magas forráspont: A különböző PFPE folyadékok különböző forráspontokkal rendelkeznek, ami lehetővé teszi a forrasztási hőmérséklet pontos beállítását a felhasznált forrasztópaszta olvadáspontjához.
- Kémiai inerensség: Nem lépnek reakcióba az elektronikai alkatrészekkel, a forrasztópasztával vagy az áramköri lap anyagával. Ez minimalizálja a szennyeződés és a korrózió kockázatát.
- Nem gyúlékonyak és nem robbanásveszélyesek: Növelik a gyártási folyamat biztonságát.
- Alacsony felületi feszültség: Ez segíti a gőz egyenletes kondenzációját a felületeken és a folyadék könnyű elpárolgását a forrasztás után.
- Kiváló dielektromos tulajdonságok: Elektromos szigetelők, ami nem befolyásolja az elektronikai alkatrészek működését.
A megfelelő PFPE folyadék kiválasztása kulcsfontosságú a forrasztási profil beállításában, különösen az ólommentes forrasztópaszták esetében, amelyek magasabb olvadásponttal rendelkeznek.
Hőprofil és hőmérséklet-szabályozás
Bár a gőzfázisú forrasztás a hőmérséklet-szabályozás szempontjából egyszerűbbnek tűnhet, mint a konvekciós reflow, a hőprofil itt is fontos szerepet játszik. A modern gőzfázisú rendszerek gyakran több gőztérrel dolgoznak, különböző forráspontú folyadékokkal, vagy egyetlen kamrában, de előmelegítő zónákkal. Ennek célja, hogy a forrasztópaszta előmelegítését (pre-heat), beáztatását (soak) és reflow fázisát is kontrollálni lehessen.
Az előmelegítés fázisa kulcsfontosságú a forrasztópaszta oldószerének elpárologtatásához és a termikus sokk elkerüléséhez. Ezt gyakran egy alacsonyabb forráspontú gőztérrel vagy egy különálló előmelegítő egységgel érik el, mielőtt az áramköri lap belépne a fő forrasztási gőztérbe. A fő gőztérben a hőmérséklet gyorsan eléri a forrasztási pontot, és ott stabilizálódik. A forrasztás után a lapot lassan kell hűteni, hogy elkerüljük a forrasztási kötésekben keletkező stresszt.
„A gőzfázisú forrasztásban a hőprofil vezérlése nem a hőmérséklet ingadozásáról, hanem a pontos és egyenletes hőátadás időzítéséről szól, ami garantálja a hibátlan forrasztási kötések kialakulását a legösszetettebb felületeken is.”
A gőzfázisú forrasztás előnyei és hátrányai
Mint minden technológiának, a gőzfázisú forrasztásnak is megvannak a maga erősségei és gyengeségei, amelyek befolyásolják az alkalmazási területeit és a beruházási döntéseket.
Előnyök
A gőzfázisú forrasztás számos jelentős előnnyel jár, különösen a nagy megbízhatóságú és komplex elektronikai gyártásban:
- Egyenletes hőátadás: A kondenzációs hőátadás alapvető előnye a páratlan hőmérsékleti homogenitás. Az áramköri lap minden pontja, függetlenül az alkatrészek méretétől, tömegétől vagy elhelyezkedésétől, pontosan ugyanarra a hőmérsékletre melegszik fel. Ez kiküszöböli a hőmérsékleti gradiens okozta forrasztási hibákat, mint például az elégtelen forrasztás (cold joints) vagy a túlhevülés.
- Oxigénmentes környezet: A forrasztási folyamat egy telített gőztérben zajlik, amely természetesen oxigénmentes. Ez megakadályozza az oxidációt a forrasztási felületeken, ami javítja a forrasztási kötések minőségét és csökkenti a fluxusanyagok (folyasztószerek) szükségességét.
- Alacsony hőmérsékleti stressz: A kondenzációs hőátadás lágyabb, kíméletesebb hőemelkedést biztosít, mint az IR vagy konvekciós rendszerek, amelyek lokális túlhevülést okozhatnak. Ez különösen előnyös a hőre érzékeny alkatrészek, például szenzorok, MEMS eszközök vagy optikai komponensek forrasztásánál.
- Nagyobb energiasűrűség és hatékonyság: A látens hő felszabadulása rendkívül gyors és hatékony hőátadást tesz lehetővé. Ez rövidebb ciklusidőket és potenciálisan alacsonyabb energiafogyasztást eredményezhet, mivel a hőátadás hatásfoka kiváló.
- Komplex alkatrészek és nagy tömegű lapok forrasztása: A homogén hőátadás miatt a gőzfázisú forrasztás ideális a nagy tömegű, vastag áramköri lapok, valamint a nagy méretű, komplex, különböző hőkapacitású alkatrészek (pl. BGA, QFN, shield-ek) forrasztására.
- Reprodukálhatóság és folyamatstabilitás: Mivel a forrasztási hőmérsékletet a folyadék forráspontja határozza meg, a folyamat rendkívül reprodukálható és stabil. Nincsenek olyan paraméterek, mint a légáramlás vagy a sugárzási együttható, amelyek befolyásolhatnák a hőmérséklet-eloszlást.
- Nincs árnyékolási hatás: A gőz minden, az áramköri lapon lévő felületet körülvesz, így nincsenek olyan területek, amelyek árnyékolva lennének a hőtől, mint ahogy az IR reflow kemencéknél előfordulhat.
Hátrányok
A gőzfázisú forrasztás előnyei mellett fontos figyelembe venni a lehetséges hátrányokat is:
- Kezdeti beruházási költség: A gőzfázisú forrasztó berendezések általában drágábbak, mint a hagyományos konvekciós reflow kemencék. Ez magasabb kezdeti beruházást igényel.
- Speciális folyadékok költsége és kezelése: A perfluorpoliéter folyadékok drágák, és bár a modern berendezések minimalizálják a veszteséget, a rendszeres utántöltés és a folyadék karbantartása költséges lehet. A folyadékok kezelése speciális ismereteket és óvintézkedéseket igényel.
- Rögzített forrasztási hőmérséklet: Mivel a hőmérsékletet a folyadék forráspontja határozza meg, a forrasztási hőmérséklet nem állítható be olyan rugalmasan, mint egy konvekciós kemencében. Ez korlátozhatja a különböző forrasztópaszták és profilok használatát egy adott berendezésen belül, hacsak nem többfokozatú rendszerről van szó.
- Kisebb átmenő kapacitás: Egyes gőzfázisú rendszerek ciklusideje hosszabb lehet, mint a konvekciós kemencéké, különösen, ha a lapok hűtésére is időt kell szánni a gőztérből való kivétel után. Ez alacsonyabb átmenő kapacitást eredményezhet nagy volumenű gyártás esetén.
- Folyadékveszteség és környezetvédelem: Bár a modern rendszerek hatékonyan visszanyerik a gőzt, a folyadékveszteség sosem nulla. A PFPE folyadékok üvegházhatású gázok, ezért a kibocsátás minimalizálása és a folyadékok felelős kezelése környezetvédelmi szempontból fontos.
- Tisztítás és karbantartás: A rendszeres tisztítás és karbantartás elengedhetetlen a folyadék tisztaságának fenntartásához és a lerakódások elkerüléséhez.
„A gőzfázisú forrasztás egy befektetés a minőségbe és a megbízhatóságba. Bár a kezdeti költségek magasabbak, a hosszú távú előnyök, mint a hibamentes gyártás és a komplex termékek kezelése, gyakran felülmúlják ezeket.”
Összehasonlítás más forrasztási technológiákkal
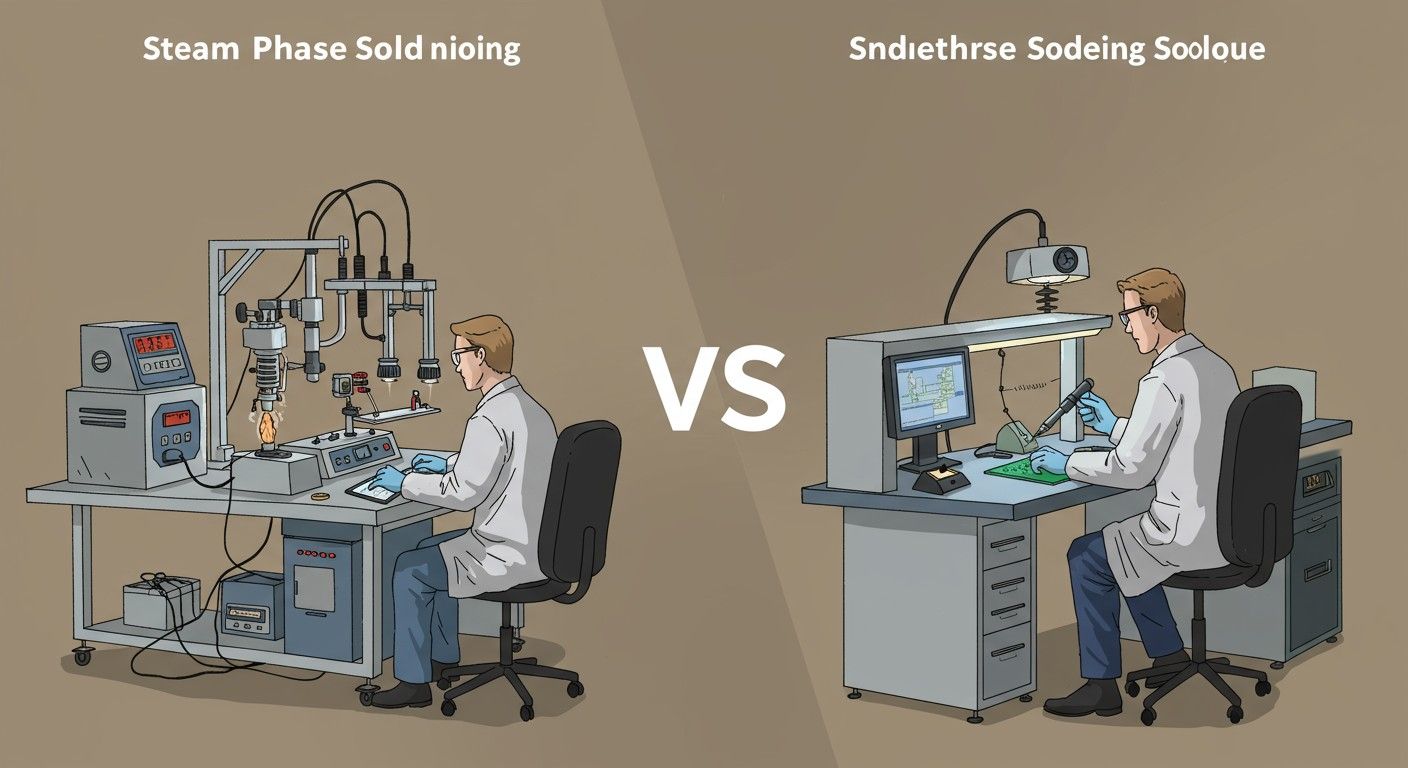
Az elektronikai gyártásban számos forrasztási technológia létezik, mindegyiknek megvannak a maga előnyei és hátrányai, specifikus alkalmazási területei. A gőzfázisú forrasztás egyedi tulajdonságait a leginkább a más széles körben elterjedt módszerekkel való összehasonlítás során lehet megérteni.
Reflow forrasztás (konvekciós és infra)
A konvekciós reflow kemencék a legelterjedtebb forrasztási technológiák közé tartoznak. Ezek a kemencék fűtött levegőt használnak a hőátadásra, melyet ventilátorok áramoltatnak az áramköri lap körül. Az infra (IR) reflow kemencék infravörös sugárzással melegítenek. Gyakran kombinálják a két módszert (konvekciós-IR reflow).
- Hőátadás: A konvekciós reflownál a hőátadás lassabb és kevésbé egyenletes, különösen a különböző hőkapacitású alkatrészeknél. Az IR reflow esetén az árnyékolási hatások problémát okozhatnak, és a sötétebb felületek gyorsabban melegedhetnek. Ezzel szemben a gőzfázisú forrasztásnál a kondenzáció extrém homogenitást biztosít.
- Oxidáció: A konvekciós reflow kemencékben a levegő oxigént tartalmaz, ami oxidációhoz vezethet, hacsak nem használnak nitrogén atmoszférát (ami növeli a költségeket). A gőzfázisú forrasztás természetesen oxigénmentes.
- Hőmérséklet-szabályozás: A konvekciós kemencék rugalmasabb hőprofil-beállítást tesznek lehetővé, több zónával és változtatható hőmérséklettel. A gőzfázisú forrasztás hőmérséklete a folyadék forráspontjához kötött, ami kevésbé rugalmas, de rendkívül stabil.
- Alkalmazás: A konvekciós reflow költséghatékony és alkalmas a legtöbb standard SMT (Surface Mount Technology) alkalmazáshoz. A gőzfázisú forrasztás akkor előnyös, ha extrém pontosságra, homogenitásra és hőmérsékleti kíméletre van szükség.
Hullámforrasztás
A hullámforrasztás elsősorban a lyukgalvanizált (Through-Hole Technology, THT) alkatrészek forrasztására szolgál. Az áramköri lapot egy olvadt forrasztóanyag hullámán vezetik át, amely érintkezve a lap aljával, forrasztási kötéseket hoz létre.
- Alkalmazás: A hullámforrasztás THT alkatrészekhez és olyan vegyes technológiájú lapokhoz ideális, ahol az SMT alkatrészeket már reflow-val forrasztották. A gőzfázisú forrasztás kizárólag SMT alkatrészekhez használatos.
- Folyamat: A hullámforrasztás nagy mennyiségű olvadt fém használatával jár, ami oxidációt és szennyeződést okozhat a forrasztókádban. A gőzfázisú forrasztás egy sokkal tisztább, zárt folyamat.
- Hőstressz: A hullámforrasztás során az alkatrészek és a lap alja közvetlenül érintkezik az olvadt forrasztóanyaggal, ami jelentős hőstresszt okozhat. A gőzfázisú forrasztás sokkal kíméletesebb.
Szelektív forrasztás
A szelektív forrasztás egy olyan technológia, ahol csak bizonyos, előre meghatározott forrasztási pontokat forrasztanak meg egy kis fúvókán keresztül, amely olvadt forrasztóanyagot adagol. Ez akkor hasznos, ha egyes alkatrészeket nem lehet hullámforrasztással forrasztani (pl. túl közel vannak SMT alkatrészekhez), vagy ha csak néhány THT alkatrész van egy SMT lapon.
- Alkalmazás: A szelektív forrasztás specifikus THT forrasztási feladatokra optimalizált. A gőzfázisú forrasztás az egész SMT lap egyidejű forrasztására szolgál.
- Pontosság: Mindkét technológia precíz hőátadást biztosít, de különböző célokra. A szelektív forrasztás helyi, a gőzfázisú forrasztás globális.
Összefoglalva, a gőzfázisú forrasztás egy prémium technológia, amely akkor mutatja meg igazi erejét, ha a hagyományos módszerek korlátaikba ütköznek. Nem feltétlenül helyettesíti a többi technológiát, hanem kiegészíti azokat, különösen azokban az iparágakban, ahol a megbízhatóság, a minőség és a komplexitás a legfontosabb szempontok.
A gőzfázisú forrasztás kulcsfontosságú paraméterei és optimalizálása
Ahhoz, hogy a gőzfázisú forrasztás a lehető legjobb eredményt nyújtsa, számos paramétert kell gondosan beállítani és optimalizálni. A folyamat viszonylagos egyszerűsége ellenére a részletekre való odafigyelés kulcsfontosságú a hibátlan forrasztási kötések eléréséhez.
A forrasztópaszta kiválasztása
A forrasztópaszta kiválasztása alapvető fontosságú. A gőzfázisú forrasztáshoz használt pasztáknak kompatibilisnek kell lenniük a forrasztási hőmérséklettel, amelyet a kiválasztott PFPE folyadék forráspontja határoz meg. Az ólommentes paszták, amelyek magasabb olvadásponttal rendelkeznek, magasabb forráspontú folyadékokat igényelnek. Fontos figyelembe venni:
- Olvadáspont: Meg kell egyeznie a gőz kondenzációs hőmérsékletével, vagy annál alacsonyabbnak kell lennie.
- Fluxus típusa: A fluxus (folyasztószer) feladata az oxidrétegek eltávolítása és az újraoxidáció megakadályozása a forrasztás során. Bár a gőzfázisú környezet oxigénmentes, a pasztában lévő fluxus mégis fontos a kezdeti tisztítás és a felületi feszültség szabályozása miatt.
- Viszkozitás és reológia: Ezek a tulajdonságok befolyásolják a paszta nyomtathatóságát és a forrasztás során a formájának megtartását.
A hőprofil beállítása
Bár a gőzfázisú forrasztás hőátadása rendkívül stabil, a hőprofil mégis optimalizálható az előmelegítés és a hűtés fázisainak finomhangolásával. A cél egy olyan profil kialakítása, amely minimalizálja a termikus sokkot, lehetővé teszi a fluxus aktiválódását és az oldószerek elpárolgását, majd biztosítja a megfelelő forrasztási időt és a kontrollált hűtést.
- Előmelegítés (pre-heat): Ez a fázis létfontosságú az áramköri lap és az alkatrészek fokozatos felmelegítéséhez, hogy elkerüljük a hirtelen hőmérséklet-emelkedés okozta stresszt. Egyes gőzfázisú rendszerek külön előmelegítő zónával vagy alacsonyabb forráspontú gőztérrel rendelkeznek ehhez a célhoz.
- Beáztatás (soak): Ebben a fázisban a hőmérséklet stabilizálódik a paszta olvadáspontja alatt, lehetővé téve a fluxus aktiválódását és az oldószerek teljes elpárolgását, mielőtt a forrasztás ténylegesen megkezdődne.
- Reflow (forrasztás): A fő gőztérben a hőmérséklet gyorsan eléri a folyadék forráspontját, és a forrasztópaszta megolvad. A lapnak elegendő ideig kell a gőzben maradnia ahhoz, hogy a forrasztás teljesen kialakuljon, de nem tovább, hogy elkerüljük az alkatrészek túl hosszú ideig tartó hőterhelését.
- Hűtés: A forrasztás után az áramköri lapot kontrolláltan kell hűteni. A túl gyors hűtés feszültségeket okozhat a forrasztási kötésekben, míg a túl lassú hűtés durva szemcsés szerkezetet eredményezhet. A modern berendezések gyakran tartalmaznak hűtőzónákat vagy hűtőventilátorokat.
Az inerciális atmoszféra fenntartása
Bár a gőztér alapvetően oxigénmentes, fontos a rendszer integritásának fenntartása. A szivárgások vagy a nem megfelelő működés levegő bejutását eredményezheti, ami ronthatja a forrasztási minőséget. A hűtőspirálok megfelelő működése kulcsfontosságú a gőz kondenzálásához és visszatartásához, megakadályozva a PFPE folyadékok elpárolgását és a levegő bejutását. Rendszeres ellenőrzések és karbantartás szükségesek a légmentes tömítések és a hűtőrendszer hatékonyságának biztosításához.
Karbantartás és tisztítás
A gőzfázisú forrasztó berendezések rendszeres karbantartása és tisztítása elengedhetetlen a hosszú távú, megbízható működéshez és a kiváló forrasztási minőség fenntartásához. A folyadék tisztasága kritikus, mivel a fluxus maradványok és egyéb szennyeződések felhalmozódhatnak benne. A karbantartási feladatok közé tartozhatnak:
- Folyadékcsere vagy szűrés: Időnként a PFPE folyadékot cserélni vagy szűrni kell a szennyeződések eltávolítása érdekében.
- Kamra tisztítása: A kamra falain és a hűtőspirálokon lerakódások keletkezhetnek, amelyeket rendszeresen el kell távolítani.
- Érzékelők és fűtőelemek ellenőrzése: A hőmérséklet-érzékelők és a fűtőelemek megfelelő működése alapvető a folyamat stabilitásához.
- Szállítórendszer ellenőrzése: Az automata rendszerekben a szállítómechanizmusok mechanikai ellenőrzése is szükséges.
Hibaelhárítás
A gőzfázisú forrasztás, bár stabil, nem mentes a lehetséges hibáktól. A gyakori problémák és megoldásaik:
- Elégtelen forrasztás (cold joints): Lehet, hogy a lap túl rövid ideig volt a gőztérben, vagy a folyadék hőmérséklete alacsonyabb a szükségesnél (pl. szennyeződés miatt).
- Golyóképződés (solder balls): Gyakran a túl gyors előmelegítés vagy a nem megfelelő fluxus okozza.
- Túl sok folyasztószer maradvány: A nem megfelelő előmelegítés vagy a fluxus összetétele lehet a probléma forrása.
- Folyadékveszteség: Hibás hűtőrendszer, nem megfelelő kondenzáció vagy szivárgások lehetnek az okai.
A precíz folyamatvezérlés és a rendszeres karbantartás minimalizálja ezeket a problémákat, biztosítva a magas hozamot és a kiváló minőségű forrasztási eredményeket.
Alkalmazási területek és iparági példák
A gőzfázisú forrasztás egyre inkább elterjedt a legkülönfélébb iparágakban, ahol a megbízhatóság, a precizitás és a hőre érzékeny alkatrészek kezelése kiemelt fontosságú. A technológia egyedi előnyei miatt számos speciális alkalmazásban ideális választásnak bizonyul.
Autóipar
Az autóipar a gőzfázisú forrasztás egyik legnagyobb felhasználója. A modern járművek tele vannak kifinomult elektronikával, a motormenedzsment rendszerektől kezdve a vezetőtámogató rendszerekig, az infotainment egységekig és az autonóm vezetéshez szükséges szenzorokig. Ezek az alkatrészek extrém körülményeknek vannak kitéve (hőmérséklet-ingadozás, vibráció), és a meghibásodásuk súlyos következményekkel járhat. A gőzfázisú forrasztás biztosítja a rendkívül megbízható és tartós forrasztási kötések létrehozását, még a komplex, nagy tömegű ECU-k (Engine Control Unit) és a hőre érzékeny szenzorok esetében is.
Orvosi elektronika
Az orvosi eszközök, mint például implantátumok, diagnosztikai berendezések vagy életfenntartó rendszerek, a legszigorúbb minőségi és megbízhatósági követelményeknek kell, hogy megfeleljenek. A gőzfázisú forrasztás kíméletes hőátadása ideálissá teszi a hőre érzékeny orvosi szenzorok, mikroelektronikai eszközök és egyéb precíziós komponensek forrasztására. Az oxigénmentes környezet minimalizálja az oxidációt, hozzájárulva a hosszú élettartamhoz és a hibamentes működéshez, ami az emberi életek megmentésében kulcsfontosságú.
Repülőgépipar és űrtechnológia
A repülőgépek és űreszközök elektronikája extrém környezeti feltételeknek van kitéve, és a meghibásodás lehetősége katasztrofális következményekkel járhat. Az itt használt alkatrészek gyakran speciálisak, nagy megbízhatóságúak és drágák. A gőzfázisú forrasztás biztosítja a homogén hőeloszlást a komplex áramköri lapokon, még a nagy hőkapacitású alkatrészek esetén is, garantálva a forrasztási kötések integritását és tartósságát a szélsőséges hőmérsékleti ingadozások és vibráció mellett is.
Távközlés
Az 5G hálózatok, a nagysebességű adatátviteli eszközök és a telekommunikációs infrastruktúra folyamatosan fejlődik, egyre sűrűbb beültetésű, nagyobb teljesítményű és hőre érzékenyebb alkatrészeket igényelve. A gőzfázisú forrasztás kiválóan alkalmas a RF (rádiófrekvenciás) modulok, optikai transzponderek és egyéb nagy sűrűségű távközlési eszközök gyártására, ahol a precíz hőprofil és az oxidációmentes környezet elengedhetetlen a jelintegritás és a hosszú távú megbízhatóság szempontjából.
LED-világítás
A nagy teljesítményű LED-ek forrasztása különleges kihívást jelent a hőelvezetés és a hőkezelés miatt. A LED chipek rendkívül érzékenyek a túlmelegedésre, ami csökkentheti az élettartamukat és a fényerejüket. A gőzfázisú forrasztás kíméletes és egyenletes hőátadása minimalizálja a LED alkatrészek termikus stresszét, miközben biztosítja a kiváló minőségű forrasztási kötések kialakítását, amelyek elengedhetetlenek a hatékony hőelvezetéshez és a hosszú élettartamhoz.
Magas megbízhatóságú elektronika
Általánosságban elmondható, hogy minden olyan területen, ahol a megbízhatóság, a hosszú élettartam és a hibamentes működés kritikus (pl. ipari vezérlőrendszerek, katonai alkalmazások, kritikus infrastruktúra), a gőzfázisú forrasztás kiváló megoldást nyújt. Képessége, hogy konzisztensen magas minőségű forrasztási kötéseket hozzon létre a legösszetettebb alkatrészek és áramköri lapok esetén is, felbecsülhetetlen értékűvé teszi ezekben az iparágakban.
A fenti példák jól illusztrálják, hogy a gőzfázisú forrasztás nem csupán egy alternatív technológia, hanem egy stratégiai eszköz a modern, nagy teljesítményű és megbízható elektronikai termékek gyártásában.
Környezetvédelmi és biztonsági szempontok
A modern gyártási folyamatokban egyre nagyobb hangsúlyt kap a környezetvédelem és a munkabiztonság. A gőzfázisú forrasztás esetében is fontos megvizsgálni ezeket a szempontokat, különös tekintettel a speciális folyadékok használatára és az energiafogyasztásra.
Folyadékkezelés és újrahasznosítás
A perfluorpoliéter (PFPE) folyadékok, bár kémiailag inertnek és nem mérgezőnek számítanak, üvegházhatású gázok (F-gázok), amelyek hozzájárulhatnak a globális felmelegedéshez, ha a légkörbe kerülnek. Ezért rendkívül fontos a zárt rendszerű működés és a folyadékveszteség minimalizálása.
- Zárt rendszer: A modern gőzfázisú forrasztó berendezéseket úgy tervezik, hogy a folyadék elpárolgását minimalizálják. A hűtőspirálok hatékonyan kondenzálják a gőzt, visszajuttatva azt a folyadéktartályba.
- Visszanyerés és újrahasznosítás: A használt vagy szennyezett PFPE folyadékokat nem szabad egyszerűen kidobni. Speciális eljárásokkal tisztíthatók és újrahasznosíthatók. Számos gyártó kínál visszavételi programokat a folyadékok felelős kezelésére.
- Szivárgás ellenőrzés: Rendszeres szivárgásvizsgálatokra van szükség a folyadékveszteség megelőzése érdekében.
Energiafogyasztás
Bár a gőzfázisú forrasztás hőátadása rendkívül hatékony, a berendezések üzemeltetéséhez jelentős energia szükséges a folyadék forrásban tartásához és a hűtőrendszer működtetéséhez. Az energiahatékonyság javítása érdekében a gyártók folyamatosan fejlesztenek:
- Szigetelés: A berendezések jobb hőszigetelése csökkenti a hőveszteséget és az energiafogyasztást.
- Optimalizált fűtő- és hűtőrendszerek: Az intelligens vezérlők és a hatékonyabb komponensek hozzájárulnak az energiafelhasználás minimalizálásához.
- Gyors felfűtés és lehűtés: A gyors ciklusidők csökkentik az üresjárati energiafogyasztást.
Összességében a gőzfázisú forrasztás energiafogyasztása összehasonlítható lehet más reflow technológiákkal, különösen, ha figyelembe vesszük a nitrogén atmoszféra szükségességét a konvekciós kemencéknél.
Munkavédelem
A munkavédelem szempontjából a gőzfázisú forrasztás viszonylag biztonságos technológiának számít, de néhány fontos szempontot figyelembe kell venni:
- Folyadékok kezelése: Bár a PFPE folyadékok nem mérgezőek, a bőrrel való hosszan tartó érintkezés irritációt okozhat. Védőkesztyű és védőszemüveg viselése ajánlott a folyadék kezelésekor.
- Gőz belélegzése: A gőz belélegzése nagy koncentrációban szédülést vagy hányingert okozhat. A berendezéseket megfelelő szellőztetésű helyiségben kell elhelyezni, és a gőzveszteséget minimalizálni kell.
- Magas hőmérséklet: A forrasztókamra és a folyadék forró, égési sérüléseket okozhat. A berendezést csak képzett személyzet kezelheti, és be kell tartani a biztonsági előírásokat.
- Nem gyúlékony anyagok: A PFPE folyadékok nem gyúlékonyak, ami csökkenti a tűzveszélyt a gyártási környezetben.
A modern berendezések számos biztonsági funkcióval rendelkeznek, mint például túlnyomás elleni védelem, hőmérséklet-felügyelet és automatikus leállítás vészhelyzet esetén, tovább növelve a munkabiztonságot.
A környezetvédelmi és biztonsági szempontok alapos mérlegelése és a megfelelő protokollok betartása elengedhetetlen a gőzfázisú forrasztás felelős és fenntartható alkalmazásához a modern elektronikai gyártásban.
A gőzfázisú forrasztás jövője és innovációk

A gőzfázisú forrasztás, bár egy bevált technológia, folyamatosan fejlődik, hogy megfeleljen az elektronikai ipar változó igényeinek. A jövőbeli innovációk a hatékonyság, a fenntarthatóság és az alkalmazási területek bővítésére fókuszálnak.
Új folyadékok és technológiák
A PFPE folyadékok drágák és üvegházhatású gázok. A kutatók és gyártók folyamatosan keresik az alternatívákat, amelyek hasonló hőátadási tulajdonságokkal rendelkeznek, de környezetbarátabbak és költséghatékonyabbak. Bár egyelőre nincs széles körben elterjedt, tökéletes alternatíva, a fejlesztések ebbe az irányba mutatnak. Emellett a többfokozatú, különböző forráspontú folyadékokat használó rendszerek is egyre kifinomultabbá válnak, lehetővé téve a hőprofil még precízebb szabályozását.
Automatizálás és Ipar 4.0
Az Ipar 4.0 és az automatizálás szerves részét képezi a modern gyártásnak. A gőzfázisú forrasztó berendezések egyre inkább integrálódnak az automatizált gyártósorokba. Ez magában foglalja az:
- Adatgyűjtést és elemzést: A folyamatparaméterek valós idejű monitorozása és elemzése lehetővé teszi a prediktív karbantartást és a folyamat optimalizálását.
- Robotizált anyagmozgatást: A robotok be- és kirakodják az áramköri lapokat, növelve a hatékonyságot és csökkentve az emberi beavatkozás szükségességét.
- Felhőalapú vezérlést: A távoli felügyelet és vezérlés rugalmasabbá teszi a gyártást.
Ezek az innovációk növelik a termelékenységet, csökkentik a hibák arányát és lehetővé teszik a gyorsabb reagálást a gyártási igényekre.
Alacsony hőmérsékletű forrasztás
Az elektronikai alkatrészek egyre kisebbek és hőre érzékenyebbek, ami az alacsony hőmérsékletű forrasztási technológiák iránti igényt növeli. A gőzfázisú forrasztás, a maga precíz hőmérséklet-szabályozásával, kiválóan alkalmas az alacsony olvadáspontú forrasztópaszták használatára. Ez lehetővé teszi a hőre érzékenyebb alkatrészek, például bizonyos szenzorok, akkumulátorok vagy optikai komponensek biztonságos forrasztását, miközben csökkenti a termikus stresszt az áramköri lapon.
Integrált rendszerek
A jövőben a gőzfázisú forrasztó berendezések még inkább integrálódhatnak más gyártási lépésekkel, például a pasztanyomtatással, az alkatrészbeültetéssel és az ellenőrzéssel. Az „inline” rendszerek, ahol az áramköri lapok folyamatosan haladnak át a különböző modulokon, maximalizálják a termelékenységet és minimalizálják a kezelési időt.
Fenntarthatósági törekvések
A fenntarthatóság továbbra is kulcsfontosságú hajtóerő lesz a fejlesztésekben. Ez magában foglalja a:
- Energiahatékonyság további javítását: Kevesebb energiafelhasználás a működés során.
- Folyadékveszteség minimalizálását: Még hatékonyabb gőzvisszanyerő rendszerek.
- Környezetbarát folyadékok kutatását: Olyan alternatívák, amelyek kevésbé terhelik a környezetet.
- Hulladékcsökkentést: A folyamat optimalizálásával kevesebb selejt és anyagpazarlás.
A gőzfázisú forrasztás a jövőben is kulcsszerepet fog játszani az elektronikai gyártásban, alkalmazkodva az iparág változó kihívásaihoz és folyamatosan fejlődve a hatékonyság, a megbízhatóság és a fenntarthatóság jegyében.







